مقدمة
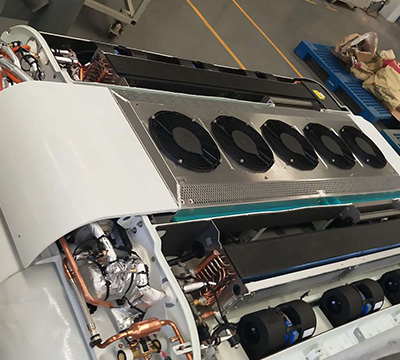
ألواح تبريد سائلةتلعب دورًا رئيسيًا في أنظمة الإدارة الحرارية الحديثة، خاصة في السيارات الكهربائية وأنظمة تخزين الطاقة ومراكز البيانات.
لماذا هم في غاية الأهمية؟
لأن أداء التبريد الخاص بها يؤثر بشكل مباشر على استقرار المعدات وعمر الخدمة. بالنسبة لأنظمة البطاريات، يمكن أن يؤثر تصميم قنوات التدفق الداخلي بشكل كبير على تبديد الحرارة وتوحيد درجة الحرارة.
يمكن أن تؤثر طرق التصنيع المختلفة أيضًا على تصميم قناة التدفق، ومقاومة الضغط، وكفاءة التكلفة.
بعبارات بسيطة: يمكن أن تؤدي عمليات التصنيع المختلفة إلى أداء منتج مختلف تمامًا.
الخطوات الرئيسية في بناء لوحات التبريد السائلة
1. المواد اللازمة لألواح التبريد السائلة
ألواح التبريد السائلة مصنوعة بشكل أساسي من سبائك الألومنيوم، وسبائك النحاس، والمواد المركبة. يوفر النحاس موصلية حرارية ممتازة ولكنه ثقيل ومكلف، في حين أن الألومنيوم أخف وزنًا وأكثر فعالية من حيث التكلفة وأسهل في المعالجة، مما يجعله يستخدم على نطاق واسع فيأنظمة الإدارة الحرارية لبطاريات السيارات الكهربائية.
سبائك الألومنيوم:
الألومنيوم هو المادة الأكثر استخدامًا في ألواح تبريد بطاريات السيارات الكهربائية لأنه يوفر توازنًا جيدًا بين التوصيل الحراري والتصميم خفيف الوزن والقوة وقابلية التصنيع والتكلفة. من بينها، سبائك الألومنيوم 3003 تستخدم على نطاق واسع بسبب أدائها المستقر وتكنولوجيا المعالجة الناضجة.
.png)
سبائك النحاس:
يمتلك النحاس موصلية حرارية تبلغ حوالي 401 واط/م·ك، مما يجعله مناسبًا لتطبيقات الطاقة العالية مثل منصات 800 فولت. ومع ذلك، فهو أثقل وأكثر تكلفة، وعادة ما يتطلب حماية السطح مثل طلاء النيكل أو الأكسدة لمنع التآكل.
المواد المركبة:
بالنسبة للتطبيقات التي تتطلب قوة أعلى، يتم استخدام الهياكل المركبة. وتتكون هذه عادة من ثلاث طبقات: طبقة أساسية، وطبقة مختلط، وطبقة مضحية.
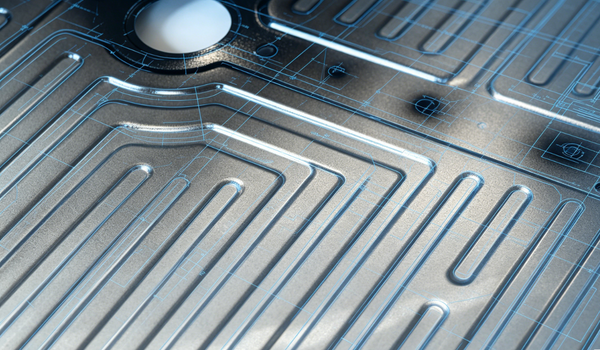
2. تصميم قنوات التدفق وطرق التشكيل في ألواح التبريد
يتم تشكيل قنوات تدفق لوحة التبريد السائلة باستخدام عدة طرق تصنيع مختلفة، بما في ذلك التصنيع باستخدام الحاسب الآلي، والختم، والبثق، والصب بالقالب، والطباعة ثلاثية الأبعاد.
تعمل هذه العمليات على تشكيل أو بناء المواد المعدنية مثل الألومنيوم والنحاس في هياكل قنوات دقيقة داخلية معقدة تساعد على نقل الحرارة بكفاءة.بعبارات بسيطة، كل عملية لها دورها الخاص:تقوم المعالجة باستخدام الحاسب الآلي بإزالة طبقة المواد طبقة تلو الأخرى بدقة عالية، مما يجعلها مناسبة لتصميمات القنوات التفصيلية والمعقدة.
يعد الختم والبثق من الطرق الأسرع، وتستخدم بشكل أساسي لإنتاج ألواح مسطحة كبيرة بكميات كبيرة.
يتم استخدام الصب لإنشاء هياكل أكثر تكاملاً وتعقيدًا من قطعة واحدة.
تعمل الطباعة ثلاثية الأبعاد على بناء طبقة الهيكل بعد طبقة، مما يجعل من الممكن إنتاج أشكال هندسية معقدة للغاية لا تستطيع الطرق التقليدية تحقيقها.
.png)
① التصنيع باستخدام الحاسب الآلي(التحكم العددي بالكمبيوتر)
مبدأ العمل
تستخدم المعالجة باستخدام الحاسب الآلي عمليات الطحن أو الحفر لإزالة المواد طبقة تلو الأخرى.
يتم استخدام أداة قطع دوارة عالية السرعة (مثل قاطعة الطحن) لنحت القنوات والقنوات الصغيرة في ألواح الألومنيوم أو النحاس.
بعد المعالجة، عادة ما يتم وضع لوحة أخرى في الأعلى ويتم إغلاقها لتشكيل مسارات التدفق الداخلي.
الميزات
توفر هذه الطريقة دقة عالية جدًا وتشطيبًا ممتازًا للسطح، مما يجعلها مناسبة لتصميمات القنوات المعقدة وإنتاج الدفعات الصغيرة.
ومع ذلك، فإنها تزيل المواد أثناء المعالجة، لذلك يكون استخدام المواد منخفضًا نسبيًا وكفاءة الإنتاج ليست عالية مثل طرق الإنتاج الضخم الأخرى.
② الختم
مبدأ العمليستخدم الختم قوالب وآلة ضغط لتشكيل صفائح معدنية رقيقة، عادةً ما تكون من الألومنيوم أو النحاس.
تحت ضغط عالٍ، يتم ضغط الصفائح المعدنية في قالب لتشكيل أخاديد قناة تدفق محددة.
بعد التشكيل، عادةً ما يتم ضم لوحين مختومين معًا باستخدام اللحام أو اللحام بالنحاس لإنشاء قنوات داخلية محكمة الغلق.الميزاتهذه الطريقة مناسبة جدًا للإنتاج بالجملة لأنها سريعة وفعالة من حيث التكلفة.
ومع ذلك، فإن تصميم القناة محدود بهيكل القالب، لذلك لا يمكنه تحقيق نفس المستوى من الدقة والتعقيد مثل التصنيع باستخدام الحاسب الآلي.
③ البثق
مبدأ العمل
يتم أولاً تسخين مادة الألومنيوم حتى تصبح ناعمة.
ثم يتم دفعه من خلال قالب مصمم خصيصًا تحت ضغط عالٍ.
عندما تمر المادة عبر القالب، فإنها تأخذ شكل المقطع العرضي وتشكل مقطعًا جانبيًا مستمرًا مع هياكل القناة الداخلية.
بعد البثق، يتم قطع المقطع الطويل إلى الأطوال المطلوبة لمزيد من المعالجة.
الميزات
تتميز هذه الطريقة بالكفاءة العالية والفعالية من حيث التكلفة، مما يجعلها مناسبة لإنتاج ألواح التبريد السائل المصنوعة من الألومنيوم على نطاق واسع.
ومع ذلك، فإن قنوات التدفق تقتصر عادة على الأشكال العادية والبسيطة، لذلك تكون مرونة التصميم وتعقيده أقل مقارنة بالتصنيع باستخدام الحاسب الآلي.
يتم استخدامه بشكل أساسي لهياكل ألواح التبريد القائمة على الألومنيوم.
④ يموت الصب
مبدأ العمل
يتم حقن المعدن المنصهر، عادة سبائك الألومنيوم، في تجويف القالب الفولاذي تحت ضغط مرتفع.
يملأ المعدن القالب بسرعة ثم يبرد ويتصلب ليشكل بنية صلبة متكاملة.
تتيح هذه العملية إنتاج أشكال معقدة في خطوة تشكيل واحدة.
الميزات
يعتبر الصب بالقالب مناسبًا للهياكل المعقدة والمتكاملة ذات كفاءة الإنتاج العالية والاستخدام الجيد للمواد.
ومع ذلك، فإن تكلفة القالب مرتفعة نسبيًا، مما يجعله أكثر ملاءمة للإنتاج على نطاق واسع.
الدقة النهائية مستقرة ولكنها بشكل عام ليست عالية مثل التصنيع باستخدام الحاسب الآلي.
⑤ الطباعة ثلاثية الأبعاد
مبدأ العمل
تعمل الطباعة ثلاثية الأبعاد على بناء الأجزاء المعدنية طبقة تلو الأخرى باستخدام مسحوق معدني.
يتم استخدام الليزر لإذابة ودمج المسحوق وفق تصميم رقمي.
على عكس الطرق التقليدية، لا تتطلب هذه العملية قوالب ويمكن أن تنشئ بشكل مباشر هياكل داخلية معقدة وقنوات صغيرة.
الميزات
يمكن لهذه التكنولوجيا إنتاج أشكال هندسية معقدة للغاية يصعب أو يستحيل تحقيقها باستخدام طرق التصنيع التقليدية، مثل تصميمات قنوات التدفق المحاكاة الحيوية أو التصميمات الكسورية.
فهو يساعد على تحسين أداء تبديد الحرارة وحرية التصميم.
ومع ذلك، فهي ذات تكلفة أعلى وسرعة إنتاج أبطأ، مما يجعلها أكثر ملاءمة للنماذج الأولية والتطبيقات المخصصة المتطورة.
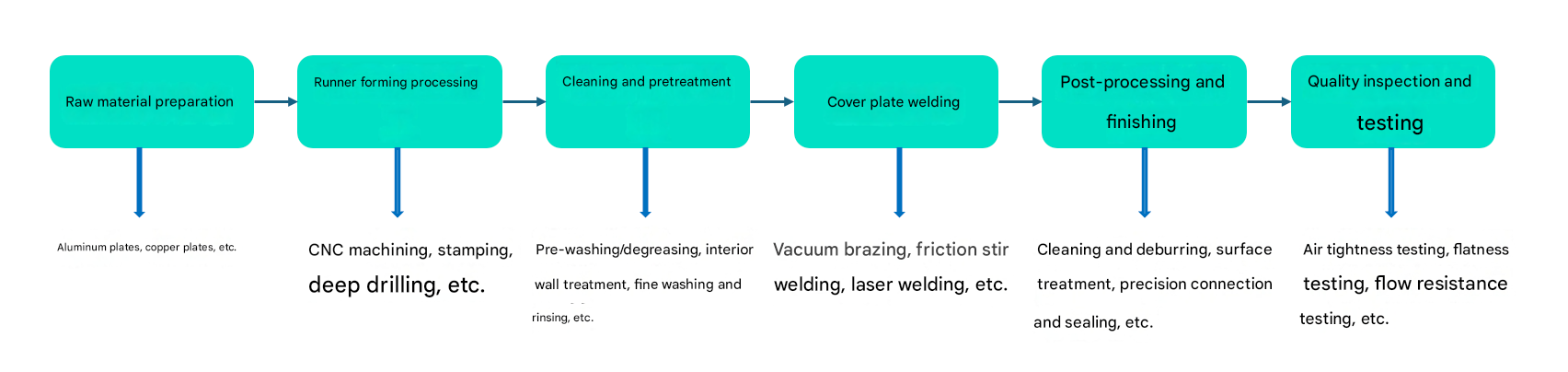
3. التنظيف والمعالجة المسبقة في تصنيع ألواح التبريد
يعد التنظيف والمعالجة المسبقة خطوات حاسمة لضمان التشغيل الفعال والمستقر على المدى الطويل لأنظمة التبريد السائل.
هذه المرحلة بشكل رئيسييشمل تنظيف السطح (إزالة طبقات الزيت والغبار والأكسيد)، وإزالة الأزيز الداخلي والتلميع (تحسين مقاومة التدفق)، والتنظيف العميق (إزالة الرقائق المعدنية وبقايا النحاس)، بالإضافة إلى معالجة الأسطح مثل التخميل أو الأكسدة لتحسين مقاومة التآكل، وإعداد الختم والفحص.
الغرض الرئيسي هو تحسين كفاءة نقل الحرارة، ومنع انسداد القنوات، وتقليل التآكل، وضمان نقاء سائل التبريد، وتحقيق الأداء الحراري الأمثل في النهاية.
4. تقنيات اللحام لتصنيع ألواح التبريد السائلة
طرق اللحام الشائعةلوحات التبريدتشمل اللحام الفراغي، واللحام الاحتكاكي، واللحام بالليزر، وعمليات الختم + اللحام المركب.
4.1. لحام فراغ
مبدأ العمل:
في بيئة عالية الفراغ، يتم تسخين الأجزاء مع مادة حشو لها نقطة انصهار أقل من المعدن الأساسي (مثل سبائك الألومنيوم والسيليكون).
يذوب الحشو، ويبلل أسطح المفاصل، ويتم سحبه إلى الفجوات عن طريق العمل الشعري. بعد التبريد، يتم تشكيل رابطة قوية ومختومة.
الميزات:
المزايا: لا يوجد أكسدة بسبب بيئة الفراغ، جودة لحام عالية، وصلات كثيفة وقوية، دقة عالية، والقدرة على تشكيل هياكل داخلية معقدة. مناسبة لكل من مواد الألومنيوم والنحاس.
العيوب: تكلفة المعدات العالية، ومتطلبات التحكم الصارمة في العملية، ودورة التسخين الطويلة نسبيًا.
التطبيقات:
يستخدم على نطاق واسع في ألواح التبريد السائلة المتطورة حيث تعتبر النظافة الداخلية وأداء الختم أمرًا بالغ الأهمية.
4.2 اللحام بالتحريك الاحتكاكي (FSW)
مبدأ العمل:
تتحرك أداة دوارة غير قابلة للاستهلاك على طول منطقة المفصل وتولد حرارة الاحتكاك وتشوه البلاستيك.
يتم تليين المادة وتحريكها معًا ميكانيكيًا، مما يؤدي إلى تكوين رابطة صلبة دون ذوبان المادة الأساسية.
الميزات:
المزايا: هذه عملية ربط في الحالة الصلبة بدون تناثر، ولا غازات ضارة، ولا ذوبان للمواد الأساسية. إنه يوفر قوة ميكانيكية جيدة بينما يكون أكثر صداقة للبيئة وأكثر كفاءة في استخدام الطاقة.
العيوب: يتطلب تركيبات متخصصة وإعدادًا دقيقًا. قد تظهر على سطح اللحام علامات أداة، والعملية ليست مناسبة لكل أنواع المواد.
التطبيقات:
يشيع استخدامها لألواح التبريد السائلة المصنوعة من الألومنيوم، خاصة بالنسبة للمنتجات كبيرة الحجم والإنتاج بكميات كبيرة.
4.3. اللحام بالليزر
مبدأ العمل:
يستخدم اللحام بالليزر شعاع ليزر عالي الطاقة لتسخين سطح المادة.
تذوب المادة وتختلط وتتصلب بسرعة بعد التبريد، مما يؤدي إلى إنشاء وصلة ملحومة.
الميزات:
المميزات: هذه العملية توفر سرعة لحام عالية، مدخلات حرارة منخفضة، وأقل تشوه. كما أنها توفر دقة عالية، وتدعم اللحام العميق الاختراق، وهي مناسبة تمامًا للإنتاج الآلي.
العيوب: يتطلب محاذاة دقيقة للغاية للأجزاء، وقد ينتج عنه مسام أثناء اللحام، كما أن تكاليف المعدات مرتفعة نسبيًا.
التطبيقات:
يُستخدم بشكل شائع لربط الزعانف بالأنابيب أو الألواح، بالإضافة إلى تطبيقات إغلاق الحواف التي تتطلب سرعة ودقة عالية.
4.4. عملية الختم + اللحام المركب
مبدأ العمل:
أولاً، يتم تشكيل الصفائح المعدنية إلى ألواح تغطية علوية وسفلية مع أخاديد قناة باستخدام عمليات الختم أو السحب العميق.
يتم بعد ذلك تجميع المكونات الداخلية مثل الزعانف داخل الهيكل. أخيرًا، يتم وضع التجميع الكامل في فرن اللحام بالفراغ أو اللحام بالجو المتحكم فيه لإنشاء هيكل مغلق.
الميزات:
المزايا: هذه العملية توفر تكلفة إنتاج منخفضة وكفاءة تصنيع عالية، مما يجعلها مناسبة للإنتاج على نطاق واسع. يمكنها أيضًا إنشاء تصميمات قنوات تدفق معقدة نسبيًا، ولهذا السبب أصبحت واحدة من أكثر طرق تصنيع ألواح التبريد السائل استخدامًا.
العيوب: دقة الأبعاد للأجزاء المختومة أمر بالغ الأهمية قبل اللحام بالنحاس. تعتمد جودة المفصل النهائية إلى حد كبير على التحكم في الفجوات ونظافة المكونات.
التطبيقات:
تُستخدم هذه الطريقة على نطاق واسع في إنتاج ألواح التبريد السائلة لبطاريات السيارات الكهربائية والخوادم وأنظمة تخزين الطاقة والعديد من تطبيقات الإدارة الحرارية الأخرى.
.png)
5. مرحلة ما بعد المعالجة والتشطيب السطحي لألواح تبريد البطارية
| خطوات مهمة |
| تنظيف وإزالة الأزيز |
إزالة الأزيز:
بعد المعالجة، قد تبقى نتوءات صغيرة داخل القنوات وعلى طول حواف لوحة تبريد السائل. إذا لم تتم إزالتها، فإنها يمكن أن تؤثر على تدفق سائل التبريد أو حتى تسبب انسدادًا. تشمل الطرق الشائعة المعالجة الكهروكيميائية (ECM)، والطحن الميكانيكي، والسفع الرملي، وإزالة الأزيز بالليزر.
التنظيف:
يتم استخدام التنظيف بالموجات فوق الصوتية والتنظيف الكيميائي (التنظيف الحمضي أو القلوي) بشكل شائع لإزالة بقايا الزيت والجزيئات المعدنية وطبقات الأكسيد المتبقية أثناء التصنيع، مما يضمن نظافة القنوات الداخلية.
|
| المعالجة السطحية |
التخميل / أنودة:
بالنسبة لألواح التبريد السائلة المصنوعة من الألومنيوم، غالبًا ما يتم استخدام الأنودة لإنشاء طبقة أكسيد كثيفة على السطح، مما يحسن مقاومة التآكل.
تصفيح / طلاء:
عادةً ما تكون ألواح التبريد النحاسية مطلية بالنيكل لتقليل الأكسدة والتآكل. في بعض التطبيقات، يمكن أيضًا تطبيق طبقات حماية إضافية.
|
| الانضمام والختم الدقيق |
مختلط:
يتم استخدام اللحام الفراغي بشكل شائع لربط الصفائح العلوية والسفلية، مما يضمن قنوات داخلية محكمة الغلق وتدفق سلس لسائل التبريد.
الختم:
غالبًا ما يتم استخدام مواد الختم ذات درجة الحرارة العالية مثل EPDM وFKM حول واجهات الاتصال لتحسين موثوقية الختم.
|
| التشطيب النهائي |
طحن وتلميع:
يتم تطبيق الطحن والتلميع عالي الدقة على الأسطح الملامسة لتقليل المقاومة الحرارية وتحسين أداء نقل الحرارة.
الآلات الدقيقة:
يتم تنفيذ المعالجة الثانوية للثقوب والفتحات لضمان دقة التثبيت وموثوقية التجميع. |
6. فحص الجودة لألواح التبريد السائلة
قبل الشحن، يجب أن تخضع ألواح التبريد السائلة لسلسلة من الفحوصات والاختبارات الصارمة، بما في ذلك اختبار التسرب، واختبار التسطيح، واختبار مقاومة التدفق.
تعد هذه الاختبارات خطوات مهمة لمراقبة الجودة لأنها تؤثر بشكل مباشر على عمر المنتج والأداء الحراري وموثوقية النظام. وهي مهمة بشكل خاص في بطاريات السيارات الكهربائية، وأنظمة تخزين الطاقة، وتطبيقات التبريد الإلكترونية.
ومن خلال إجراء هذه الاختبارات، يمكن للمصنعين تحديد التسريبات أو مشكلات الأبعاد أو مشكلات التدفق قبل دخول المنتجات إلى تطبيقات العالم الحقيقي.
6.1 اختبار التسرب
الغرض:
لضمان عدم وجود تسرب داخل قنوات التبريد ومنع تلوث سائل التبريد أو فشل النظام.
الطرق:
● اختبار اضمحلال الضغط
يتم حقن الهواء المضغوط أو النيتروجين في لوحة التبريد. تتم مراقبة تغيرات الضغط مع مرور الوقت. يشير فقدان الضغط البطيء إلى أداء أفضل للختم.
● اختبار قياس الطيف الكتلي للهيليوم
يتم إدخال غاز الهيليوم ويستخدم كاشف الهيليوم للتعرف على التسريبات الصغيرة جدًا. مناسبة للتطبيقات عالية الدقة.
● اختبار غمر السائل
يتم غمر لوحة التبريد في الماء بعد الضغط. تشير فقاعات الهواء إلى نقاط التسرب.
● كشف الغاز التتبع الإلكتروني
يتم حقن غاز التتبع واستخدام أجهزة الاستشعار لتحديد مواقع التسرب.
6.2 اختبار التسطيح
الغرض:
لضمان الاتصال المناسب بين لوحة التبريد ومصادر الحرارة مثل وحدات المعالجة المركزية (CPUs) أو وحدات معالجة الرسومات (GPU) أو وحدات البطارية لتحقيق أقصى قدر من نقل الحرارة.
الطرق:
● مقياس التداخل بالليزر / المسح الضوئي
يقيس الاختلافات السطحية الصغيرة باستخدام تقنية الليزر أو المسح الضوئي.
● آلة قياس الإحداثيات (CMM)
يقوم المسبار بجمع البيانات السطحية لحساب انحراف التسطيح.
● كتلة القياس / اختبار قياس المحسس
طريقة بسيطة تستخدم لقياس الفجوة الأولية.
● مقياس تداخل الضوء الأبيض
يستخدم لتحليل السطح عالي الدقة.
6.3 اختبار مقاومة التدفق
الغرض:
لتقييم مقاومة سائل التبريد داخل قنوات التبريد، والتي تؤثر على اختيار المضخة واستهلاك طاقة النظام.
الطرق:
● منصة اختبار الحالة المستقرة
تُستخدم أجهزة قياس التدفق وأجهزة استشعار الضغط لقياس تغيرات الضغط في ظل ظروف التدفق المختلفة.
● اختبار منحنى مقاومة التدفق
يتم إنشاء منحنيات انخفاض الضغط مقابل معدل التدفق لتقييم أداء مطابقة النظام.
● اختبار عابر
يحاكي ظروف بدء تشغيل النظام وإيقافه لتقييم الأداء الديناميكي.
6.4 عمليات التفتيش الأخرى
● فحص انسداد قناة التدفق
● فحص الأبعاد والمظهر
● اختبار الأداء الحراري
تضمن إجراءات الاختبار هذه معًا إمكانية تشغيل لوحات التبريد السائلة بشكل موثوق وفعال في المركبات الكهربائية ومراكز البيانات وتطبيقات تخزين الطاقة.
الاستنتاج
يعتمد أداء ألواح التبريد السائلة على عملية التصنيع الكاملة، وليس على خطوة واحدة. تعمل المواد وطرق التشكيل واللحام والتشطيب والاختبار معًا لتحديد تبديد الحرارة والموثوقية.
بعبارات بسيطة، التحكم الأفضل في كل خطوة يؤدي إلى أداء تبريد أفضل.