Introducción
Placas de refrigeración líquidaDesempeñan un papel clave en los sistemas modernos de gestión térmica, especialmente en vehículos eléctricos, sistemas de almacenamiento de energía y centros de datos.
¿Por qué son tan importantes?
Porque su rendimiento de refrigeración afecta directamente a la estabilidad y vida útil del equipo. Para los sistemas de baterías, el diseño de canales de flujo internos puede afectar significativamente la disipación de calor y la uniformidad de la temperatura.
Los diferentes métodos de fabricación también pueden afectar el diseño del canal de flujo, la resistencia a la presión y la rentabilidad.
En términos simples: diferentes procesos de fabricación pueden dar como resultado un rendimiento del producto muy diferente.
Los pasos principales en la construcción de placas de refrigeración líquida
1.Materiales para placas de refrigeración líquida
Las placas de refrigeración líquida están hechas principalmente de aleaciones de aluminio, aleaciones de cobre y materiales compuestos. El cobre ofrece una excelente conductividad térmica pero es pesado y caro, mientras que el aluminio es más ligero, más rentable y más fácil de procesar, lo que lo hace ampliamente utilizado enSistemas de gestión térmica de baterías de vehículos eléctricos.
Aleaciones de aluminio:
El aluminio es el material más utilizado en las placas de refrigeración de baterías de vehículos eléctricos porque proporciona un buen equilibrio entre conductividad térmica, diseño liviano, resistencia, capacidad de fabricación y costo. Entre ellos, la aleación de aluminio 3003 se usa ampliamente debido a su rendimiento estable y su tecnología de procesamiento madura.
.png)
Aleaciones de cobre:
El cobre tiene una conductividad térmica de aproximadamente 401 W/m·K, lo que lo hace adecuado para aplicaciones de alta potencia, como plataformas de 800 V. Sin embargo, es más pesado y caro, y normalmente requiere protección de la superficie, como niquelado o anodizado, para evitar la corrosión.
Materiales compuestos:
Para aplicaciones que requieren mayor resistencia, se utilizan estructuras compuestas. Por lo general, constan de tres capas: una capa central, una capa de soldadura fuerte y una capa de sacrificio.
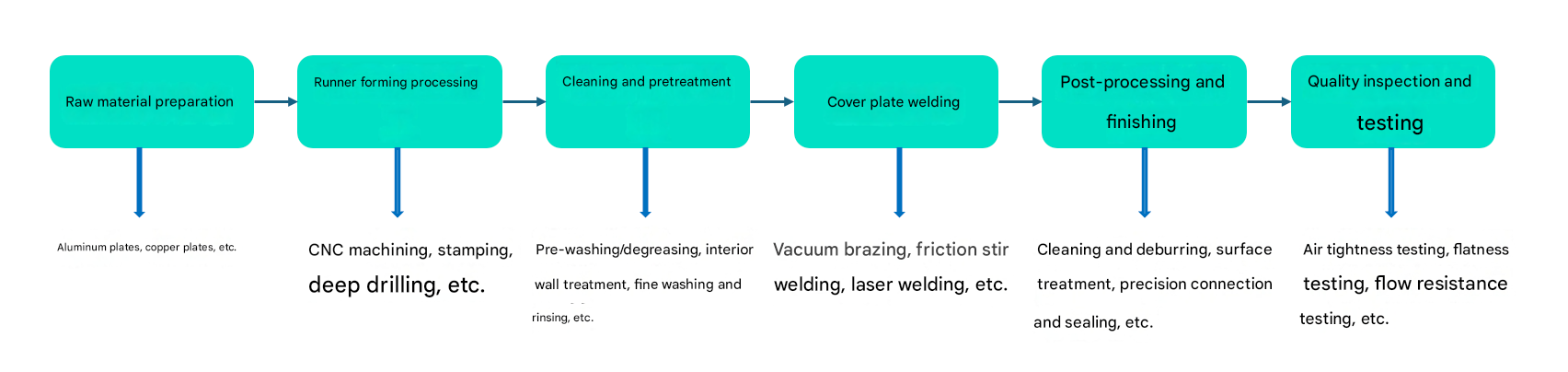
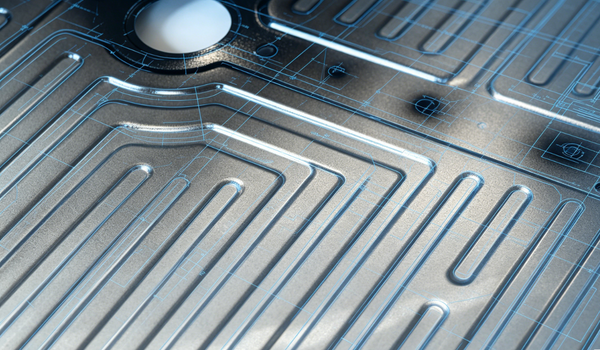
2. Diseño de canales de flujo y métodos de formación en placas de enfriamiento
Los canales de flujo de placas de refrigeración líquida se forman utilizando varios métodos de fabricación diferentes, incluido el mecanizado CNC, estampado, extrusión, fundición a presión e impresión 3D.
Estos procesos dan forma o construyen materiales metálicos como el aluminio y el cobre en complejas estructuras internas de microcanales que ayudan a transferir calor de manera eficiente.En términos simples, cada proceso tiene su propia función:El mecanizado CNC elimina el material capa por capa con alta precisión, lo que lo hace adecuado para diseños de canales detallados y complejos.
El estampado y la extrusión son métodos más rápidos, utilizados principalmente para producir grandes placas planas en grandes volúmenes.
La fundición a presión se utiliza para crear estructuras de una sola pieza más integradas y complejas.
La impresión 3D construye la estructura capa por capa, lo que permite producir geometrías extremadamente complejas que los métodos tradicionales no pueden lograr.
.png)
① Mecanizado CNC(Mecanizado de control numérico por computadora)
Principio de funcionamiento
El mecanizado CNC utiliza operaciones de fresado o perforación para eliminar el material capa por capa.
Se utiliza una herramienta de corte giratoria de alta velocidad (como una fresa) para tallar canales y microcanales en placas de aluminio o cobre.
Después del mecanizado, generalmente se coloca otra placa encima y se sella para formar vías de flujo internas.
Características
Este método ofrece una precisión muy alta y un excelente acabado superficial, lo que lo hace adecuado para diseños de canales complejos y producción de lotes pequeños.
Sin embargo, elimina material durante el procesamiento, por lo que la utilización del material es relativamente baja y la eficiencia de producción no es tan alta como otros métodos de producción en masa.
② Estampado
Principio de funcionamientoEl estampado utiliza moldes y una prensa para dar forma a láminas de metal delgadas, generalmente de aluminio o cobre.
Bajo alta presión, la lámina de metal se presiona en un molde para formar ranuras de canal de flujo específicas.
Después de la formación, dos placas estampadas generalmente se unen mediante soldadura fuerte para crear canales internos sellados.CaracterísticasEste método es muy adecuado para la producción en masa porque es rápido y rentable.
Sin embargo, el diseño del canal está limitado por la estructura del molde, por lo que no puede alcanzar el mismo nivel de precisión y complejidad que el mecanizado CNC.
③ Extrusión
Principio de funcionamiento
Primero se calienta el material de aluminio hasta que se ablanda.
Luego se empuja a través de un molde especialmente diseñado bajo alta presión.
A medida que el material pasa a través del molde, toma la forma de la sección transversal y forma un perfil continuo con estructuras de canales internos.
Después de la extrusión, el perfil largo se corta en las longitudes necesarias para su posterior procesamiento.
Características
Este método es muy eficiente y rentable, lo que lo hace adecuado para la producción a gran escala de placas de refrigeración líquida de aluminio.
Sin embargo, los canales de flujo suelen estar limitados a formas regulares y simples, por lo que la flexibilidad y complejidad del diseño son menores en comparación con el mecanizado CNC.
Se utiliza principalmente para estructuras de placas de enfriamiento a base de aluminio.
④ Fundición a presión
Principio de funcionamiento
Se inyecta metal fundido, generalmente una aleación de aluminio, en la cavidad de un molde de acero a alta presión.
El metal llena rápidamente el molde y luego se enfría y solidifica para formar una estructura sólida e integrada.
Este proceso permite producir formas complejas en un solo paso de formación.
Características
La fundición a presión es adecuada para estructuras complejas e integradas con alta eficiencia de producción y buena utilización del material.
Sin embargo, el coste del molde es relativamente alto, lo que lo hace más adecuado para la producción a gran escala.
La precisión final es estable pero generalmente no tan alta como la del mecanizado CNC.
⑤ Impresión 3D
Principio de funcionamiento
La impresión 3D construye piezas metálicas capa por capa utilizando polvo metálico.
Se utiliza un láser para fundir y fusionar el polvo según un diseño digital.
A diferencia de los métodos tradicionales, este proceso no requiere moldes y puede crear directamente microcanales y estructuras internas complejas.
Características
Esta tecnología puede producir geometrías extremadamente complejas que son difíciles o imposibles de lograr con métodos de fabricación tradicionales, como los diseños de canales de flujo biomiméticos o fractales.
Ayuda a optimizar el rendimiento de disipación de calor y la libertad de diseño.
Sin embargo, tiene un costo más alto y una velocidad de producción más lenta, lo que lo hace más adecuado para la creación de prototipos y aplicaciones personalizadas de alto nivel.
3. Limpieza y tratamiento previo en la fabricación de placas de enfriamiento
La limpieza y el pretratamiento son pasos críticos para garantizar el funcionamiento eficiente y estable a largo plazo de los sistemas de refrigeración líquida.
Esta etapa principalmenteincluye limpieza de superficies (eliminación de capas de aceite, polvo y óxido), desbarbado y pulido internos (optimización de la resistencia al flujo), limpieza profunda (eliminación de virutas de metal y residuos de soldadura fuerte), así como tratamiento de superficies como pasivación o anodizado para mejorar la resistencia a la corrosión y preparación e inspección de sellado.
El objetivo principal es mejorar la eficiencia de la transferencia de calor, prevenir el bloqueo de canales, reducir la corrosión y garantizar la pureza del refrigerante, logrando en última instancia un rendimiento térmico óptimo.
4. Tecnologías de soldadura para la fabricación de placas de refrigeración líquida
Métodos de soldadura comunes paraplacas de enfriamientoincluyen soldadura fuerte al vacío, soldadura por fricción y agitación, soldadura láser y procesos compuestos de estampado + soldadura fuerte.
4.1. Soldadura al vacío
Principio de funcionamiento:
En un ambiente de alto vacío, las piezas se calientan junto con un material de relleno que tiene un punto de fusión más bajo que el metal base (como una aleación de aluminio y silicio).
El relleno se derrite, humedece las superficies de las juntas y es arrastrado hacia los huecos por acción capilar. Después del enfriamiento se forma una unión fuerte y sellada.
Características:
Ventajas: Sin oxidación debido al ambiente de vacío, alta calidad de soldadura, uniones densas y fuertes, alta precisión y capacidad para formar estructuras internas complejas. Adecuado tanto para materiales de aluminio como de cobre.
Desventajas: alto costo del equipo, estrictos requisitos de control del proceso y ciclo de calentamiento relativamente largo.
Aplicaciones:
Ampliamente utilizado en placas de refrigeración líquida de alta gama donde la limpieza interna y el rendimiento del sellado son fundamentales.
4.2 Soldadura por fricción y agitación (FSW)
Principio de funcionamiento:
Una herramienta giratoria no consumible se mueve a lo largo del área de la junta y genera calor por fricción y deformación plástica.
El material se ablanda y se agita mecánicamente, creando una unión de estado sólido sin derretir el material base.
Características:
Ventajas: Se trata de un proceso de unión en estado sólido sin salpicaduras, sin gases nocivos y sin fusión del material base. Proporciona una buena resistencia mecánica y al mismo tiempo es más respetuoso con el medio ambiente y ahorra energía.
Desventajas: Requiere accesorios especializados y una configuración precisa. La superficie de soldadura puede mostrar marcas de herramientas y el proceso no es adecuado para todos los tipos de materiales.
Aplicaciones:
Comúnmente utilizado para placas de refrigeración líquida de aluminio, especialmente para productos de gran tamaño y producción de gran volumen.
4.3. Soldadura láser
Principio de funcionamiento:
La soldadura láser utiliza un rayo láser de alta energía para calentar la superficie del material.
El material se funde, mezcla y solidifica rápidamente después de enfriarse, creando una junta soldada.
Características:
Ventajas: Este proceso ofrece alta velocidad de soldadura, bajo aporte de calor y mínima deformación. También proporciona alta precisión, admite soldadura de penetración profunda y es muy adecuado para la producción automatizada.
Desventajas: Requiere una alineación de piezas muy precisa, puede producir poros durante la soldadura y los costos del equipo son relativamente altos.
Aplicaciones:
Comúnmente utilizado para unir aletas con tubos o placas, así como aplicaciones de sellado de bordes donde se requiere alta velocidad y precisión.
4.4. Proceso compuesto de estampado + soldadura fuerte
Principio de funcionamiento:
En primer lugar, las láminas de metal se forman en placas de cubierta superior e inferior con ranuras de canal mediante procesos de estampado o embutición profunda.
Luego, los componentes internos, como las aletas, se ensamblan dentro de la estructura. Finalmente, el conjunto completo se coloca en un horno para soldadura fuerte al vacío o en atmósfera controlada para crear una estructura sellada.
Características:
Ventajas: Este proceso ofrece un bajo costo de producción y una alta eficiencia de fabricación, lo que lo hace adecuado para la producción a gran escala. También puede crear diseños de canales de flujo relativamente complejos, razón por la cual se ha convertido en uno de los métodos de fabricación de placas de refrigeración líquida más utilizados.
Desventajas: La precisión dimensional de las piezas estampadas es fundamental antes de soldar. La calidad final de la unión depende en gran medida del control de las holguras y de la limpieza de los componentes.
Aplicaciones:
Este método se utiliza ampliamente en la producción de placas de refrigeración líquida para baterías de vehículos eléctricos, servidores, sistemas de almacenamiento de energía y muchas otras aplicaciones de gestión térmica.
.png)
5. Postprocesamiento y acabado superficial de placas de enfriamiento de baterías
| Pasos importantes |
| Limpieza y desbarbado |
Desbarbado:
Después del mecanizado, pueden quedar pequeñas rebabas dentro de los canales y a lo largo de los bordes de la placa de refrigeración líquida. Si no se eliminan, pueden afectar el flujo de refrigerante o incluso provocar una obstrucción. Los métodos comunes incluyen el mecanizado electroquímico (ECM), el rectificado mecánico, el pulido con chorro de arena y el desbarbado con láser.
Limpieza:
La limpieza ultrasónica y la limpieza química (limpieza ácida o alcalina) se utilizan comúnmente para eliminar residuos de aceite, partículas metálicas y capas de óxido que quedan durante la fabricación, asegurando canales internos limpios.
|
| Tratamiento superficial |
Pasivación / Anodizado:
Para las placas de refrigeración líquida de aluminio, a menudo se utiliza el anodizado para crear una capa densa de óxido en la superficie, lo que mejora la resistencia a la corrosión.
Revestimiento / Recubrimiento:
Las placas de enfriamiento de cobre suelen estar niqueladas para reducir la oxidación y la corrosión. En algunas aplicaciones, también se pueden aplicar revestimientos protectores adicionales.
|
| Unión y sellado de precisión |
Soldadura fuerte:
La soldadura fuerte al vacío se utiliza comúnmente para unir las placas superior e inferior, lo que garantiza canales internos sellados y un flujo de refrigerante suave.
Sellado:
Los materiales de sellado para altas temperaturas, como EPDM y FKM, se utilizan a menudo alrededor de las interfaces de conexión para mejorar la confiabilidad del sellado.
|
| Acabado Final |
Rectificado y Pulido:
Se aplica esmerilado y pulido de alta precisión a las superficies de contacto para reducir la resistencia térmica y mejorar el rendimiento de la transferencia de calor.
Mecanizado de precisión:
Se realiza un mecanizado secundario de orificios y ranuras para garantizar la precisión de la instalación y la confiabilidad del ensamblaje. |
6. Inspección de calidad de placas de refrigeración líquida.
Antes del envío, las placas de refrigeración líquida deben pasar por una serie de inspecciones y pruebas estrictas, que incluyen pruebas de fugas, pruebas de planitud y pruebas de resistencia al flujo.
Estas pruebas son pasos críticos de control de calidad porque afectan directamente la vida útil del producto, el rendimiento térmico y la confiabilidad del sistema. Son especialmente importantes en baterías de vehículos eléctricos, sistemas de almacenamiento de energía y aplicaciones de refrigeración electrónica.
Al realizar estas pruebas, los fabricantes pueden identificar fugas, problemas dimensionales o de flujo antes de que los productos entren en aplicaciones del mundo real.
6.1 Prueba de fugas
Propósito:
Para garantizar que no haya fugas dentro de los canales de enfriamiento y evitar la contaminación del refrigerante o fallas del sistema.
Métodos:
● Prueba de caída de presión
Se inyecta aire comprimido o nitrógeno en la placa de enfriamiento. Los cambios de presión se controlan a lo largo del tiempo. Una pérdida de presión más lenta indica un mejor rendimiento de sellado.
● Prueba de espectrometría de masas de helio
Se introduce gas helio y se utiliza un detector de helio para identificar fugas muy pequeñas. Adecuado para aplicaciones de alta precisión.
● Prueba de inmersión en líquido
La placa de enfriamiento se sumerge en agua después de la presurización. Las burbujas de aire indican puntos de fuga.
● Detección electrónica de gas trazador
Se inyecta gas trazador y se utilizan sensores para localizar las posiciones de las fugas.
6.2 Prueba de planitud
Propósito:
Para garantizar un contacto adecuado entre la placa de enfriamiento y las fuentes de calor como CPU, GPU o módulos de batería para una máxima transferencia de calor.
Métodos:
● Interferómetro láser / Escaneo óptico
Mide pequeñas variaciones de superficie mediante láser o tecnología de escaneo.
● Máquina de medición de coordenadas (CMM)
Una sonda recopila datos de la superficie para calcular la desviación de la planitud.
● Bloque patrón / Prueba de galga de espesores
Un método simple utilizado para la medición inicial de la brecha.
● Interferómetro de luz blanca
Se utiliza para análisis de superficies de mayor precisión.
6.3 Prueba de resistencia al flujo
Propósito:
Evaluar la resistencia del refrigerante dentro de los canales de enfriamiento, lo que afecta la selección de la bomba y el consumo de energía del sistema.
Métodos:
● Plataforma de prueba de estado estacionario
Los medidores de flujo y sensores de presión se utilizan para medir cambios de presión en diferentes condiciones de flujo.
● Prueba de curva de resistencia al flujo
Se generan curvas de caída de presión versus caudal para evaluar el rendimiento de adaptación del sistema.
● Pruebas transitorias
Simula las condiciones de inicio y apagado del sistema para evaluar el rendimiento dinámico.
6.4 Otras inspecciones
● Inspección de bloqueo del canal de flujo
● Inspección dimensional y de apariencia.
● Pruebas de rendimiento térmico
En conjunto, estos procedimientos de prueba garantizan que las placas de refrigeración líquida puedan funcionar de forma fiable y eficiente en vehículos eléctricos, centros de datos y aplicaciones de almacenamiento de energía.
Conclusión
El rendimiento de las placas de refrigeración líquida depende de todo el proceso de fabricación, no de un solo paso. Los materiales, los métodos de conformado, la soldadura, el acabado y las pruebas trabajan juntos para determinar la disipación de calor y la confiabilidad.
En términos simples, un mejor control de cada paso conduce a un mejor rendimiento de refrigeración.