Introdução
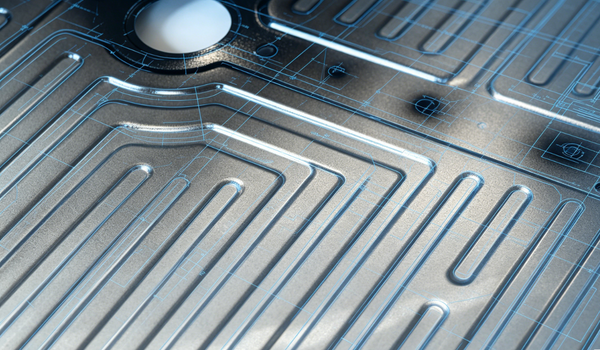
Placas de resfriamento líquidodesempenham um papel fundamental nos modernos sistemas de gerenciamento térmico, especialmente em veículos elétricos, sistemas de armazenamento de energia e data centers.
Por que eles são tão importantes?
Porque o seu desempenho de refrigeração afeta diretamente a estabilidade e a vida útil do equipamento. Para sistemas de bateria, o projeto dos canais de fluxo internos pode impactar significativamente a dissipação de calor e a uniformidade da temperatura.
Diferentes métodos de fabricação também podem afetar o projeto do canal de fluxo, a resistência à pressão e a eficiência de custos.
Em termos simples: diferentes processos de fabricação podem levar a desempenhos de produtos muito diferentes.
As principais etapas na construção de placas de resfriamento líquido
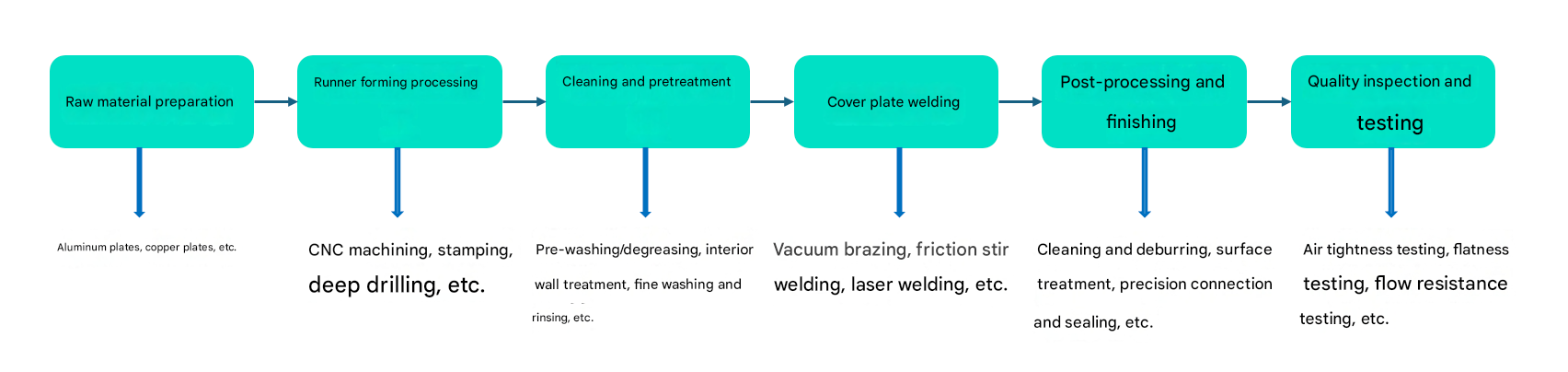
1.Materiais para placas de resfriamento líquido
As placas de resfriamento líquido são feitas principalmente de ligas de alumínio, ligas de cobre e materiais compósitos. O cobre oferece excelente condutividade térmica, mas é pesado e caro, enquanto o alumínio é mais leve, mais econômico e mais fácil de processar, tornando-o amplamente utilizado emSistemas de gerenciamento térmico de baterias EV.
Ligas de alumínio:
O alumínio é o material mais comumente usado em placas de resfriamento de baterias EV porque fornece um bom equilíbrio entre condutividade térmica, design leve, resistência, capacidade de fabricação e custo. Entre eles, a liga de alumínio 3003 é amplamente utilizada devido ao seu desempenho estável e tecnologia de processamento madura.
.png)
Ligas de cobre:
O cobre tem uma condutividade térmica de cerca de 401 W/m·K, tornando-o adequado para aplicações de alta potência, como plataformas de 800V. No entanto, é mais pesado e mais caro e geralmente requer proteção de superfície, como niquelagem ou anodização, para evitar corrosão.
Materiais compostos:
Para aplicações que exigem maior resistência, são utilizadas estruturas compostas. Normalmente consistem em três camadas: uma camada central, uma camada de brasagem e uma camada sacrificial.
2. Projeto de canal de fluxo e métodos de formação em placas de resfriamento
Os canais de fluxo da placa de resfriamento líquido são formados usando vários métodos de fabricação diferentes, incluindo usinagem CNC, estampagem, extrusão, fundição sob pressão e impressão 3D.
Esses processos moldam ou constroem materiais metálicos, como alumínio e cobre, em estruturas internas complexas de microcanais que ajudam a transferir calor com eficiência.Em termos simples, cada processo tem sua própria função:A usinagem CNC remove o material camada por camada com alta precisão, tornando-o adequado para projetos de canais detalhados e complexos.
A estampagem e a extrusão são métodos mais rápidos, usados principalmente para produzir grandes placas planas em alto volume.
A fundição sob pressão é usada para criar estruturas de peça única mais integradas e complexas.
A impressão 3D constrói a estrutura camada por camada, tornando possível produzir geometrias extremamente complexas que os métodos tradicionais não conseguem alcançar.
.png)
① Usinagem CNC(Usinagem de controle numérico computadorizado)
Princípio de funcionamento
A usinagem CNC utiliza operações de fresagem ou perfuração para remover o material camada por camada.
Uma ferramenta de corte rotativa de alta velocidade (como uma fresa) é usada para esculpir canais e microcanais em placas de alumínio ou cobre.
Após a usinagem, outra placa é normalmente colocada no topo e selada para formar caminhos de fluxo internos.
Recursos
Este método oferece altíssima precisão e excelente acabamento superficial, tornando-o adequado para projetos complexos de canais e produção de pequenos lotes.
No entanto, remove material durante o processamento, pelo que a utilização de material é relativamente baixa e a eficiência de produção não é tão elevada como outros métodos de produção em massa.
② Estampagem
Princípio de funcionamentoA estampagem usa moldes e uma prensa para moldar folhas de metal finas, geralmente alumínio ou cobre.
Sob alta pressão, a folha de metal é pressionada em um molde para formar ranhuras de canal de fluxo específicas.
Após a formação, duas placas estampadas são geralmente unidas usando soldagem ou brasagem para criar canais internos selados.RecursosEste método é altamente adequado para produção em massa porque é rápido e econômico.
No entanto, o design do canal é limitado pela estrutura do molde, portanto, não pode atingir o mesmo nível de precisão e complexidade que a usinagem CNC.
③ Extrusão
Princípio de funcionamento
O material de alumínio é primeiro aquecido até ficar macio.
Em seguida, é empurrado através de um molde especialmente projetado sob alta pressão.
À medida que o material passa pelo molde, ele assume a forma da seção transversal e forma um perfil contínuo com estruturas internas de canais.
Após a extrusão, o perfil longo é cortado nos comprimentos necessários para processamento posterior.
Recursos
Este método é altamente eficiente e econômico, tornando-o adequado para a produção em larga escala de placas de resfriamento líquido de alumínio.
No entanto, os canais de fluxo são geralmente limitados a formas regulares e simples, de modo que a flexibilidade e a complexidade do projeto são menores em comparação com a usinagem CNC.
É usado principalmente para estruturas de placas de resfriamento à base de alumínio.
④ Fundição sob pressão
Princípio de funcionamento
Metal fundido, geralmente liga de alumínio, é injetado em uma cavidade de molde de aço sob alta pressão.
O metal preenche rapidamente o molde e depois esfria e solidifica para formar uma estrutura sólida e integrada.
Este processo permite que formas complexas sejam produzidas em uma única etapa de conformação.
Recursos
A fundição sob pressão é adequada para estruturas complexas e integradas com alta eficiência de produção e boa utilização de materiais.
No entanto, o custo do molde é relativamente alto, tornando-o mais adequado para produção em larga escala.
A precisão final é estável, mas geralmente não tão alta quanto a usinagem CNC.
⑤ Impressão 3D
Princípio de funcionamento
A impressão 3D constrói peças metálicas camada por camada usando pó metálico.
Um laser é usado para derreter e fundir o pó de acordo com um design digital.
Ao contrário dos métodos tradicionais, este processo não requer moldes e pode criar diretamente estruturas internas complexas e microcanais.
Recursos
Esta tecnologia pode produzir geometrias extremamente complexas que são difíceis ou impossíveis de alcançar com métodos de fabricação tradicionais, como projetos de canais de fluxo biomiméticos ou fractais.
Ajuda a otimizar o desempenho de dissipação de calor e a liberdade de design.
No entanto, tem custo mais elevado e velocidade de produção mais lenta, tornando-o mais adequado para prototipagem e aplicações customizadas de alta qualidade.
3. Limpeza e pré-tratamento na fabricação de placas de resfriamento
A limpeza e o pré-tratamento são etapas críticas para garantir a operação eficiente e estável a longo prazo dos sistemas de refrigeração líquida.
Esta etapa principalmenteinclui limpeza de superfície (remoção de camadas de óleo, poeira e óxido), rebarbação e polimento interno (otimizando a resistência ao fluxo), limpeza profunda (remoção de lascas de metal e resíduos de brasagem), bem como tratamento de superfície, como passivação ou anodização para melhorar a resistência à corrosão e preparação e inspeção de vedação.
O objetivo principal é melhorar a eficiência da transferência de calor, evitar o bloqueio do canal, reduzir a corrosão e garantir a pureza do líquido refrigerante, alcançando, em última análise, um desempenho térmico ideal.
4. Tecnologias de soldagem para fabricação de placas de resfriamento líquido
Métodos comuns de soldagem paraplacas de resfriamentoincluem brasagem a vácuo, soldagem por fricção, soldagem a laser e processos compostos de estampagem + brasagem.
4.1. Brasagem a Vácuo
Princípio de funcionamento:
Em um ambiente de alto vácuo, as peças são aquecidas juntamente com um material de enchimento que possui um ponto de fusão inferior ao do metal base (como uma liga de alumínio-silício).
O enchimento derrete, molha as superfícies das juntas e é puxado para dentro das fendas por ação capilar. Após o resfriamento, uma ligação forte e selada é formada.
Recursos:
Vantagens: Sem oxidação devido ao ambiente de vácuo, alta qualidade de soldagem, juntas densas e fortes, alta precisão e capacidade de formar estruturas internas complexas. Adequado para materiais de alumínio e cobre.
Desvantagens: Alto custo do equipamento, requisitos rigorosos de controle de processo e ciclo de aquecimento relativamente longo.
Aplicações:
Amplamente utilizado em placas de refrigeração líquida de alta qualidade, onde a limpeza interna e o desempenho de vedação são críticos.
4.2 Soldagem por Fricção e Mistura (FSW)
Princípio de funcionamento:
Uma ferramenta rotativa não consumível se move ao longo da área da junta e gera calor de fricção e deformação plástica.
O material é amolecido e misturado mecanicamente, criando uma ligação de estado sólido sem derreter o material de base.
Recursos:
Vantagens: Este é um processo de união em estado sólido, sem respingos, sem gases nocivos e sem fusão do material de base. Proporciona boa resistência mecânica, ao mesmo tempo que é mais ecológico e eficiente em termos energéticos.
Desvantagens: Requer acessórios especializados e configuração precisa. A superfície de solda pode apresentar marcas de ferramenta e o processo não é adequado para todos os tipos de material.
Aplicações:
Comumente usado para placas de resfriamento líquido de alumínio, especialmente para produtos de grande porte e produção em alto volume.
4.3. Soldagem a laser
Princípio de funcionamento:
A soldagem a laser usa um feixe de laser de alta energia para aquecer a superfície do material.
O material derrete, mistura e solidifica rapidamente após o resfriamento, criando uma junta soldada.
Recursos:
Vantagens: Este processo oferece alta velocidade de soldagem, baixo aporte de calor e deformação mínima. Ele também oferece alta precisão, suporta soldagem de penetração profunda e é adequado para produção automatizada.
Desvantagens: Requer alinhamento muito preciso das peças, pode produzir poros durante a soldagem e os custos do equipamento são relativamente altos.
Aplicações:
Comumente usado para unir aletas com tubos ou placas, bem como aplicações de vedação de bordas onde alta velocidade e precisão são necessárias.
4.4. Processo Composto de Estampagem + Brasagem
Princípio de funcionamento:
Primeiro, as folhas de metal são formadas em placas de cobertura superior e inferior com ranhuras de canal usando processos de estampagem ou estampagem profunda.
Componentes internos, como aletas, são então montados dentro da estrutura. Finalmente, o conjunto completo é colocado em um forno para brasagem a vácuo ou brasagem em atmosfera controlada para criar uma estrutura selada.
Recursos:
Vantagens: Este processo oferece baixo custo de produção e alta eficiência de fabricação, tornando-o adequado para produção em larga escala. Ele também pode criar projetos de canais de fluxo relativamente complexos, razão pela qual se tornou um dos métodos de fabricação de placas de resfriamento líquido mais amplamente utilizados.
Desvantagens: A precisão dimensional das peças estampadas é crítica antes da brasagem. A qualidade final da junta depende em grande parte do controle de folgas e da limpeza dos componentes.
Aplicações:
Este método é amplamente utilizado na produção de placas de resfriamento líquido para baterias EV, servidores, sistemas de armazenamento de energia e muitas outras aplicações de gerenciamento térmico.
.png)
5. Pós-processamento e acabamento superficial de placas de resfriamento de bateria
| Etapas importantes |
| Limpeza e rebarbação |
Rebarbação:
Após a usinagem, pequenas rebarbas podem permanecer dentro dos canais e ao longo das bordas da placa de resfriamento líquido. Se não forem removidos, eles podem afetar o fluxo do líquido refrigerante ou até mesmo causar bloqueio. Os métodos comuns incluem usinagem eletroquímica (ECM), retificação mecânica, jato de areia e rebarbação a laser.
Limpeza:
A limpeza ultrassônica e a limpeza química (limpeza ácida ou alcalina) são comumente usadas para remover resíduos de óleo, partículas metálicas e camadas de óxido deixadas durante a fabricação, garantindo canais internos limpos.
|
| Tratamento de superfície |
Passivação / Anodização:
Para placas de resfriamento líquido de alumínio, a anodização é frequentemente usada para criar uma densa camada de óxido na superfície, melhorando a resistência à corrosão.
Chapeamento / Revestimento:
As placas de resfriamento de cobre são comumente banhadas a níquel para reduzir a oxidação e a corrosão. Em algumas aplicações, também podem ser aplicados revestimentos protetores adicionais.
|
| União e vedação de precisão |
Brasagem:
A brasagem a vácuo é comumente usada para unir as placas superior e inferior, garantindo canais internos vedados e fluxo suave do líquido refrigerante.
Vedação:
Materiais de vedação de alta temperatura, como EPDM e FKM, são frequentemente usados em torno de interfaces de conexão para melhorar a confiabilidade da vedação.
|
| Acabamento Final |
Moagem e polimento:
A retificação e o polimento de alta precisão são aplicados às superfícies de contato para reduzir a resistência térmica e melhorar o desempenho da transferência de calor.
Usinagem de Precisão:
A usinagem secundária de furos e ranhuras é realizada para garantir a precisão da instalação e a confiabilidade da montagem. |
6. Inspeção de qualidade de placas de resfriamento líquido
Antes do envio, as placas de resfriamento líquido devem passar por uma série de inspeções e testes rigorosos, incluindo testes de vazamento, testes de planicidade e testes de resistência ao fluxo.
Esses testes são etapas críticas de controle de qualidade porque afetam diretamente a vida útil do produto, o desempenho térmico e a confiabilidade do sistema. Eles são especialmente importantes em baterias de veículos elétricos, sistemas de armazenamento de energia e aplicações de resfriamento eletrônico.
Ao realizar esses testes, os fabricantes podem identificar vazamentos, problemas dimensionais ou problemas de fluxo antes que os produtos entrem em aplicações reais.
6.1 Teste de Vazamento
Objetivo:
Para garantir que não haja vazamento dentro dos canais de resfriamento e evitar contaminação do líquido refrigerante ou falha do sistema.
Métodos:
● Teste de queda de pressão
Ar comprimido ou nitrogênio são injetados na placa de resfriamento. As mudanças de pressão são monitoradas ao longo do tempo. Perda de pressão mais lenta indica melhor desempenho de vedação.
● Teste de espectrometria de massa de hélio
O gás hélio é introduzido e um detector de hélio é usado para identificar vazamentos muito pequenos. Adequado para aplicações de alta precisão.
● Teste de imersão em líquido
A placa de resfriamento é submersa em água após a pressurização. Bolhas de ar indicam pontos de vazamento.
● Detecção eletrônica de gás traçador
O gás traçador é injetado e sensores são usados para localizar posições de vazamento.
6.2 Teste de Planicidade
Objetivo:
Para garantir o contato adequado entre a placa de resfriamento e fontes de calor, como CPUs, GPUs ou módulos de bateria, para máxima transferência de calor.
Métodos:
● Interferômetro Laser / Varredura Óptica
Mede pequenas variações de superfície usando tecnologia de laser ou de digitalização.
● Máquina de medição por coordenadas (CMM)
Uma sonda coleta dados de superfície para calcular o desvio de planicidade.
● Bloco medidor / Teste de medidor de folga
Um método simples usado para medição inicial de lacunas.
● Interferômetro de luz branca
Usado para análise de superfície de maior precisão.
6.3 Teste de resistência ao fluxo
Objetivo:
Avaliar a resistência do líquido refrigerante dentro dos canais de resfriamento, o que afeta a seleção da bomba e o consumo de energia do sistema.
Métodos:
● Plataforma de teste em estado estacionário
Medidores de vazão e sensores de pressão são usados para medir mudanças de pressão sob diferentes condições de vazão.
● Teste de curva de resistência ao fluxo
Curvas de queda de pressão versus vazão são geradas para avaliar o desempenho de correspondência do sistema.
● Teste Transitório
Simula condições de inicialização e desligamento do sistema para avaliar o desempenho dinâmico.
6.4 Outras Inspeções
● Inspeção de bloqueio do canal de fluxo
● Inspeção dimensional e de aparência
● Teste de desempenho térmico
Juntos, esses procedimentos de teste garantem que as placas de resfriamento líquido possam operar de maneira confiável e eficiente em veículos elétricos, data centers e aplicações de armazenamento de energia.
Conclusão
O desempenho das placas de resfriamento líquido depende de todo o processo de fabricação, não de uma única etapa. Materiais, métodos de conformação, soldagem, acabamento e testes trabalham juntos para determinar a dissipação de calor e a confiabilidade.
Em termos simples, um melhor controle de cada etapa leva a um melhor desempenho de refrigeração.




