Штампованные жидкие холодные тарелкивысокоэффективные устройства охлаждения батареи. Они производятся с использованием методов штамповки и пайки для достижения превосходных характеристик рассеяния тепла. Производственный процесс штампованных холодных пластин является сложным, что требует точного оборудования и строгого управления процессами. Тем не менее, их превосходные тепловые характеристики и высокая эффективность производства делают их широко используемыми в электромобилях, энергетических системах и других приложениях.
Процесс изготовленных из штампованных жидких холодных пластин:
1. штамповкаШтамповка - это первый и один из самых важных шагов в создании жидкой холодной тарелки. Он определяет внешний вид плиты и физические характеристики его каналов. Во время этого процесса плоскостность и глубина канала тщательно осматриваются на обеспечение качества продукта. Штампование также необходимо рассмотреть требования к проектированию, включая форму, размер и положение каналов, а также общие размеры и форму пластины. Эти факторы напрямую влияют на производительность рассеяния тепла и срок службы холодной пластины.
2. Обезжиривание и поток покрытияВторым шагом является обезжиривание, которое удаляет нефть и примеси с поверхности штампованной пластины. После очистки наносятся покрытие потока для приготовления тарелки для пайки. Выбор и применение потока оказывают значительное влияние на качество холодной пластины. Как правило, поток должен таять при температурах пайки и образовывать хорошее смачивание с помощью материала пластины, обеспечивая правильный поток и диффузию металла наполнителя. После штамповки пластинка имеет легкую конструкцию. В этом процессе используется эффективная алюминиевая штамповка с одной или обеих сторон, устраняя время обработки ЧПУ и еще больше сокращает время и стоимость производства.
3 Осмотр пайки и качества
Перед пайкой, все части
холодная тарелкасобираются, чтобы обеспечить правильное соединение. Brazing - это металлический процесс соединения, в котором металл наполнителя нагревается и расплавляется, чтобы соединить компоненты пластины. Процесс требует точного контроля температуры и времени, чтобы обеспечить полное соединение, избегая перегрева или деформации пластины.
После пайки, проверка качества выполняется для обеспечения производительности герметизации пластины и предотвращения утечки во время использования. Проводится тестирование на утечку гелия, а форма и размеры пластины проверяются на предмет спецификаций проектирования, чтобы гарантировать надежную производительность в реальных приложениях.
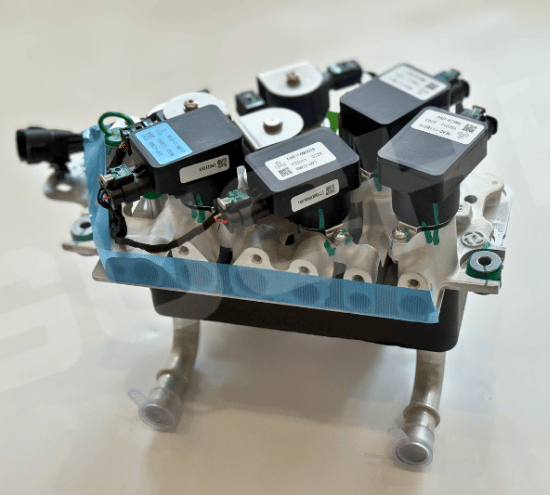
 Частичный вид оборудования Гучен, используемого для тестирования жидких холодных пластин
Частичный вид оборудования Гучен, используемого для тестирования жидких холодных пластинИнспекция качества выполняется после пайки, чтобы проверить герметизацию холодной пластины и обеспечить отсутствие утечки во время использования. Проводится тестирование на утечку гелия с последующей проверкой формы и размерных требований, чтобы гарантировать производительность и надежность холодной пластины в фактической работе.
Ключевые требования к жидким холодным пластинам:
Высокая рассеяние тепла: Пластина должна эффективно удалить избыточное тепло, генерируемое аккумулятором во время работы, предотвращая перегрев.
Высокая надежность:Пластина должна противостоять резкой автомобильной среде, включая вибрацию, удар и экстремальные изменения температуры. Высоковольные батареи делают утечку охлаждающей жидкости серьезной проблемой. Даже при изолированной охлаждающей жидкости внешние загрязняющие вещества могут снизить производительность изоляции, что делает надежным герметичным.
Точный тепловый дизайн:Температурные различия в системе должны быть сведены к минимуму, чтобы обеспечить оптимальную производительность батареи и долговечность, поскольку срок службы батареи и старение тесно связаны с рабочей температурой.
Требования к строгому весу: Холодные пластины должны соответствовать строгим уровням веса для поддержания плотности энергии системы батареи. Системы охлаждения, которые значительно снижают плотность энергии, неприемлемы для клиентов и дизайнеров.
Преимущества от штампованных засеянных жидких холодных тарелок
1.1 Каналы могут быть свободно спроектированы, обеспечивая большую площадь контакта, отличную теплопередачу, высокую эффективность производства и хорошую стойкость и прочность на давление.
1.2
Большие холодные тарелкиможет быть изготовлен, подходит для крупных электронных устройств. Аккумуляторы для хранения энергии являются идеальным применением. Например, непрерывная туннельная паяльная печь может приваривать большие компоненты. Холодная пластина для 52 батареи может достигать 120 × 85 см.
1.3 температура пайки может достигать 500–700 ℃. Brazing укрепляет алюминиевые пластины и позволяет соединять различные типы алюминия, такие как чистый алюминиевый и алюминиевый сплав, с высокой прочностью сустава и минимальным риском утечки.
1.4 Brazing может соединить тонкие и толстые пластины без создания сварных выступов.
Печать с жидкими холодными пластинами-это высокопроизводительные тепловые устройства. Несмотря на сложный процесс производства, строгий контроль во время производства и стандартизированные проверки обеспечивают оптимальную производительность и надежное качество, что делает их подходящими для использования в электромобилях, энергетических системах и других приложениях, требующих эффективного охлаждения аккумулятора.