Введение
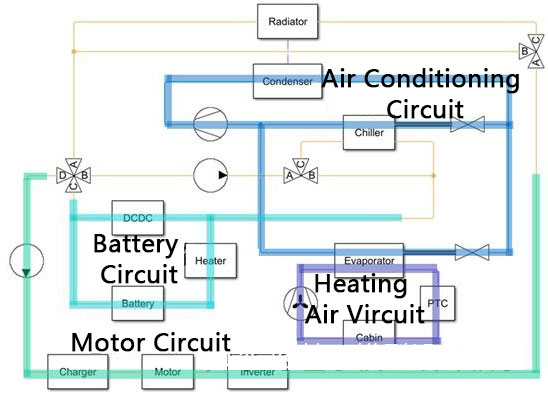
Пластины жидкостного охлажденияиграют ключевую роль в современных системах терморегулирования, особенно в электромобилях, системах хранения энергии и центрах обработки данных.
Почему они так важны?
Потому что их эффективность охлаждения напрямую влияет на стабильность и срок службы оборудования. В аккумуляторных системах конструкция внутренних каналов потока может существенно повлиять на рассеивание тепла и однородность температуры.
Различные методы производства также могут влиять на конструкцию проточных каналов, устойчивость к давлению и экономическую эффективность.
Проще говоря: разные производственные процессы могут привести к очень разным характеристикам продукта.
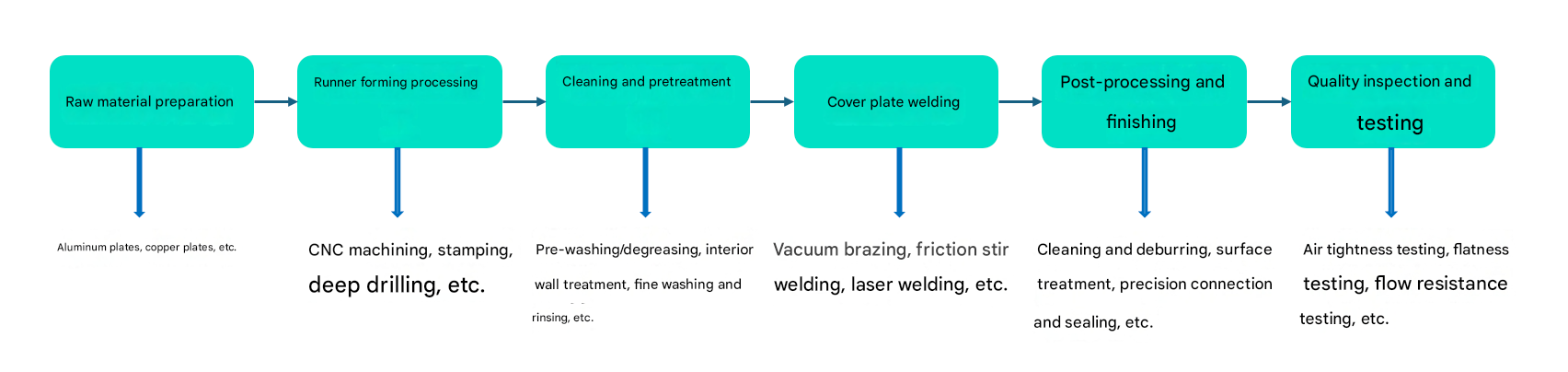
Основные этапы создания пластин жидкостного охлаждения
1.Материалы для пластин жидкостного охлаждения
Пластины жидкостного охлаждения в основном изготавливаются из алюминиевых сплавов, медных сплавов и композиционных материалов. Медь обладает превосходной теплопроводностью, но она тяжелая и дорогая, тогда как алюминий легче, экономичнее и проще в обработке, что делает его широко используемым в промышленности.Системы терморегулирования аккумуляторов электромобилей.
Алюминиевые сплавы:
Алюминий является наиболее часто используемым материалом в охлаждающих пластинах аккумуляторов электромобилей, поскольку он обеспечивает хороший баланс теплопроводности, легкости конструкции, прочности, технологичности и стоимости. Среди них широко используется алюминиевый сплав 3003 благодаря его стабильным характеристикам и отработанной технологии обработки.
.png)
Медные сплавы:
Медь имеет теплопроводность около 401 Вт/м·К, что делает ее подходящей для мощных устройств, таких как платформы на 800 В. Однако он тяжелее и дороже и обычно требует защиты поверхности, такой как никелирование или анодирование, для предотвращения коррозии.
Композитные материалы:
Для применений, требующих более высокой прочности, используются композитные конструкции. Обычно они состоят из трех слоев: основного слоя, слоя пайки и временного слоя.
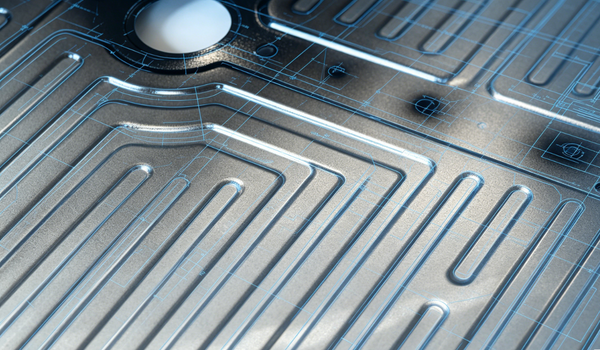
2. Конструкция и методы формирования каналов потока в охлаждающих пластинах
Каналы для потока пластин жидкостного охлаждения формируются с использованием нескольких различных методов производства, включая обработку на станках с ЧПУ, штамповку, экструзию, литье под давлением и 3D-печать.
Эти процессы формируют или превращают металлические материалы, такие как алюминий и медь, в сложные внутренние микроканальные структуры, которые помогают эффективно передавать тепло.Проще говоря, каждый процесс имеет свою роль:Обработка с ЧПУ удаляет материал слой за слоем с высокой точностью, что делает его пригодным для детализированных и сложных конструкций каналов.
Штамповка и экструзия — более быстрые методы, которые в основном используются для производства больших плоских пластин в больших объемах.
Литье под давлением используется для создания более интегрированных и сложных цельных конструкций.
3D-печать строит структуру слой за слоем, что позволяет создавать чрезвычайно сложные геометрические формы, которых невозможно достичь традиционными методами.
.png)
① Обработка с ЧПУ(Компьютерная обработка с числовым программным управлением)
Принцип работы
При обработке с ЧПУ используются операции фрезерования или сверления для удаления материала слой за слоем.
Высокоскоростной вращающийся режущий инструмент (например, фреза) используется для вырезания каналов и микроканалов в алюминиевых или медных пластинах.
После механической обработки сверху обычно помещается еще одна пластина и герметизируется, образуя внутренние пути потока.
Особенности
Этот метод обеспечивает очень высокую точность и отличное качество поверхности, что делает его пригодным для сложных конструкций каналов и мелкосерийного производства.
Однако во время обработки материал удаляется, поэтому использование материала относительно низкое, а эффективность производства не такая высокая, как при других методах массового производства.
② Штамповка
Принцип работыПри штамповке используются формы и пресс-машина для придания формы тонким металлическим листам, обычно алюминию или меди.
Под высоким давлением металлический лист прессуется в форму с образованием определенных канавок для каналов потока.
После формования две штампованные пластины обычно соединяются вместе с помощью сварки или пайки для создания герметичных внутренних каналов.ОсобенностиЭтот метод очень подходит для массового производства, поскольку он быстрый и экономически эффективный.
Однако конструкция канала ограничена конструкцией пресс-формы, поэтому он не может достичь того же уровня точности и сложности, что и обработка на станках с ЧПУ.
③ Экструзия
Принцип работы
Алюминиевый материал сначала нагревают, пока он не станет мягким.
Затем его проталкивают через специально разработанную форму под высоким давлением.
Проходя через форму, материал принимает форму поперечного сечения и образует непрерывный профиль с внутренними канальными структурами.
После экструзии длинный профиль разрезается на необходимые длины для дальнейшей обработки.
Особенности
Этот метод высокоэффективен и экономически выгоден, что делает его пригодным для крупномасштабного производства алюминиевых пластин жидкостного охлаждения.
Однако каналы потока обычно ограничены правильной и простой формой, поэтому гибкость и сложность конструкции ниже по сравнению с обработкой на станке с ЧПУ.
В основном он используется для конструкций охлаждающих пластин на основе алюминия.
④ Литье под давлением
Принцип работы
Расплавленный металл, обычно алюминиевый сплав, впрыскивается в полость стальной формы под высоким давлением.
Металл быстро заполняет форму, а затем охлаждается и затвердевает, образуя прочную интегрированную структуру.
Этот процесс позволяет изготавливать сложные формы за один этап формования.
Особенности
Литье под давлением подходит для сложных и интегрированных конструкций с высокой эффективностью производства и хорошим использованием материала.
Однако стоимость пресс-формы относительно высока, что делает ее более подходящей для крупномасштабного производства.
Конечная точность стабильна, но, как правило, не такая высокая, как при обработке на станке с ЧПУ.
⑤ 3D-печать
Принцип работы
3D-печать слой за слоем создает металлические детали с использованием металлического порошка.
Лазер используется для плавления и сплавления порошка в соответствии с цифровым дизайном.
В отличие от традиционных методов, этот процесс не требует форм и позволяет напрямую создавать сложные внутренние структуры и микроканалы.
Особенности
Эта технология может создавать чрезвычайно сложную геометрию, которую трудно или невозможно достичь с помощью традиционных методов производства, таких как биомиметические или фрактальные конструкции каналов потока.
Это помогает оптимизировать эффективность рассеивания тепла и свободу проектирования.
Однако он имеет более высокую стоимость и более низкую скорость производства, что делает его более подходящим для прототипирования и высокотехнологичных индивидуальных приложений.
3. Очистка и предварительная обработка при производстве охлаждающих пластин.
Очистка и предварительная обработка являются важными шагами для обеспечения эффективной и долгосрочной стабильной работы систем жидкостного охлаждения.
Этот этап в основномвключает очистку поверхности (удаление слоев масла, пыли и оксидов), внутреннее удаление заусенцев и полировку (оптимизация сопротивления текучести), глубокую очистку (удаление металлической стружки и остатков пайки), а также обработку поверхности, такую как пассивация или анодирование для повышения коррозионной стойкости, а также подготовку и проверку уплотнений.
Основная цель — повысить эффективность теплопередачи, предотвратить закупорку каналов, уменьшить коррозию и обеспечить чистоту охлаждающей жидкости, в конечном итоге достигая оптимальных тепловых характеристик.
4. Сварочные технологии изготовления пластин жидкостного охлаждения.
Распространенные методы сваркиохлаждающие пластинывключают вакуумную пайку, сварку трением с перемешиванием, лазерную сварку и композитные процессы штамповки + пайки.
4.1. Вакуумная пайка
Принцип работы:
В условиях высокого вакуума детали нагреваются вместе с присадочным материалом, температура плавления которого ниже, чем у основного металла (например, алюминиево-кремниевого сплава).
Наполнитель плавится, смачивает поверхности швов и под действием капилляров втягивается в зазоры. После охлаждения образуется прочное и герметичное соединение.
Особенности:
Преимущества: Отсутствие окисления за счет вакуумной среды, высокое качество сварки, плотные и прочные соединения, высокая точность, возможность формирования сложных внутренних структур. Подходит как для алюминиевых, так и для медных материалов.
Недостатки: высокая стоимость оборудования, строгие требования к контролю процесса, относительно длительный цикл нагрева.
Приложения:
Широко используется в высокопроизводительных пластинах жидкостного охлаждения, где внутренняя чистота и герметичность имеют решающее значение.
4.2 Сварка трением с перемешиванием (FSW)
Принцип работы:
Вращающийся неплавкий инструмент перемещается по области соединения и генерирует тепло трения и пластическую деформацию.
Материал размягчается и механически перемешивается, создавая твердотельную связь без плавления основного материала.
Особенности:
Преимущества: Это процесс соединения в твердом состоянии без брызг, вредных газов и плавления основного материала. Он обеспечивает хорошую механическую прочность, будучи более экологически чистым и энергоэффективным.
Недостатки: Требует специализированных приспособлений и точной настройки. На поверхности сварного шва могут быть следы от инструмента, и этот процесс подходит не для каждого типа материала.
Приложения:
Обычно используется для алюминиевых пластин жидкостного охлаждения, особенно для крупногабаритных изделий и крупносерийного производства.
4.3. Лазерная сварка
Принцип работы:
Лазерная сварка использует высокоэнергетический лазерный луч для нагрева поверхности материала.
Материал быстро плавится, перемешивается и после охлаждения затвердевает, образуя сварное соединение.
Особенности:
Преимущества: Этот процесс обеспечивает высокую скорость сварки, низкое тепловложение и минимальную деформацию. Он также обеспечивает высокую точность, поддерживает сварку с глубоким проплавлением и хорошо подходит для автоматизированного производства.
Недостатки: требуется очень точное выравнивание деталей, во время сварки могут образовываться поры, а стоимость оборудования относительно высока.
Приложения:
Обычно используется для соединения ребер с трубками или пластинами, а также для герметизации кромок, где требуются высокая скорость и точность.
4.4. Процесс штамповки + пайки композита
Принцип работы:
Сначала из металлических листов формируют верхнюю и нижнюю накладки с канавками с помощью процессов штамповки или глубокой вытяжки.
Внутренние компоненты, такие как ребра, затем собираются внутри конструкции. Наконец, вся сборка помещается в печь для вакуумной пайки или пайки в контролируемой атмосфере для создания герметичной конструкции.
Особенности:
Преимущества: Этот процесс обеспечивает низкие производственные затраты и высокую эффективность производства, что делает его пригодным для крупномасштабного производства. С его помощью также можно создавать относительно сложные конструкции каналов потока, поэтому он стал одним из наиболее широко используемых методов изготовления пластин жидкостного охлаждения.
Недостатки: Точность размеров штампованных деталей имеет решающее значение перед пайкой. Конечное качество соединения во многом зависит от контроля зазора и чистоты компонентов.
Приложения:
Этот метод широко используется при производстве пластин жидкостного охлаждения для аккумуляторов электромобилей, серверов, систем хранения энергии и многих других приложений для управления температурным режимом.
.png)
5. Постобработка и обработка поверхности охлаждающих пластин аккумуляторов.
| Важные шаги |
| Очистка и удаление заусенцев |
Удаление заусенцев:
После механической обработки внутри каналов и по краям пластины жидкостного охлаждения могут остаться крошечные заусенцы. Если их не удалить, они могут повлиять на поток охлаждающей жидкости или даже вызвать закупорку. Общие методы включают электрохимическую обработку (ECM), механическое шлифование, пескоструйную обработку и лазерное удаление заусенцев.
Очистка:
Ультразвуковая очистка и химическая очистка (кислотная или щелочная очистка) обычно используются для удаления остатков масла, металлических частиц и оксидных слоев, оставшихся в процессе производства, обеспечивая чистоту внутренних каналов.
|
| Обработка поверхности |
Пассивация/Анодирование:
Для алюминиевых пластин жидкостного охлаждения часто используется анодирование для создания плотного оксидного слоя на поверхности, улучшающего коррозионную стойкость.
Покрытие / Покрытие:
Медные охлаждающие пластины обычно никелируются для уменьшения окисления и коррозии. В некоторых случаях также можно наносить дополнительные защитные покрытия.
|
| Прецизионное соединение и герметизация |
Пайка:
Для соединения верхней и нижней пластин обычно используется вакуумная пайка, обеспечивающая герметичность внутренних каналов и плавный поток охлаждающей жидкости.
Уплотнение:
Высокотемпературные уплотнительные материалы, такие как EPDM и FKM, часто используются вокруг интерфейсов соединений для повышения надежности уплотнения.
|
| Окончательная отделка |
Шлифование и полировка:
Контактные поверхности подвергаются высокоточной шлифовке и полировке для снижения термического сопротивления и улучшения характеристик теплопередачи.
Прецизионная обработка:
Для обеспечения точности установки и надежности сборки производится вторичная обработка отверстий и пазов. |
6. Проверка качества пластин жидкостного охлаждения.
Перед отправкой пластины жидкостного охлаждения должны пройти ряд строгих проверок и испытаний, включая испытания на герметичность, испытания на плоскостность и испытания на сопротивление текучести.
Эти испытания являются важнейшими этапами контроля качества, поскольку они напрямую влияют на срок службы продукта, тепловые характеристики и надежность системы. Они особенно важны для аккумуляторов электромобилей, систем хранения энергии и электронного охлаждения.
Выполняя эти тесты, производители могут выявить утечки, проблемы с размерами или проблемы с потоком до того, как продукты начнут использоваться в реальных условиях.
6.1 Проверка на утечку
Цель:
Чтобы гарантировать отсутствие утечек внутри каналов охлаждения и предотвратить загрязнение охлаждающей жидкости или выход из строя системы.
Методы:
● Испытание на падение давления
В охлаждающую пластину подается сжатый воздух или азот. Изменения давления отслеживаются с течением времени. Более медленная потеря давления указывает на лучшие характеристики уплотнения.
● Гелиевый масс-спектрометрический тест
Вводится газообразный гелий и используется детектор гелия для выявления очень небольших утечек. Подходит для высокоточных приложений.
● Испытание на погружение в жидкость
Охлаждающая пластина погружается в воду после создания давления. Пузырьки воздуха указывают на места утечки.
● Электронное обнаружение индикаторного газа
Вводится индикаторный газ и используются датчики для определения мест утечек.
6.2 Проверка плоскостности
Цель:
Чтобы обеспечить правильный контакт между охлаждающей пластиной и источниками тепла, такими как процессоры, графические процессоры или аккумуляторные модули, для максимальной теплопередачи.
Методы:
● Лазерный интерферометр / Оптическое сканирование
Измеряет небольшие изменения поверхности с помощью лазера или технологии сканирования.
● Координатно-измерительная машина (КИМ)
Датчик собирает данные о поверхности для расчета отклонения от плоскостности.
● Блок манометров / Проверка щупа
Простой метод, используемый для первоначального измерения зазора.
● Интерферометр белого света
Используется для высокоточного анализа поверхности.
6.3 Испытание сопротивления потоку
Цель:
Оценить сопротивление охлаждающей жидкости внутри каналов охлаждения, влияющее на выбор насоса и энергопотребление системы.
Методы:
● Стационарная испытательная платформа
Расходомеры и датчики давления используются для измерения изменений давления при различных условиях потока.
● Тестирование кривой сопротивления потоку
Кривые падения давления и расхода генерируются для оценки соответствия характеристик системы.
● Переходное тестирование
Имитирует условия запуска и остановки системы для оценки динамических характеристик.
6.4 Другие проверки
● Проверка закупорки проточного канала.
● Проверка размеров и внешнего вида.
● Тестирование тепловых характеристик.
В совокупности эти процедуры тестирования гарантируют, что пластины жидкостного охлаждения могут работать надежно и эффективно в электромобилях, центрах обработки данных и приложениях для хранения энергии.
Заключение
Производительность пластин жидкостного охлаждения зависит от всего производственного процесса, а не от одного этапа. Материалы, методы формовки, сварка, отделка и испытания — все вместе определяет рассеивание тепла и надежность.
Проще говоря, лучший контроль каждого этапа приводит к повышению эффективности охлаждения.
.jpg)