Einführung
Flüssigkeitskühlplattenspielen eine Schlüsselrolle in modernen Wärmemanagementsystemen, insbesondere in Elektrofahrzeugen, Energiespeichersystemen und Rechenzentren.
Warum sind sie so wichtig?
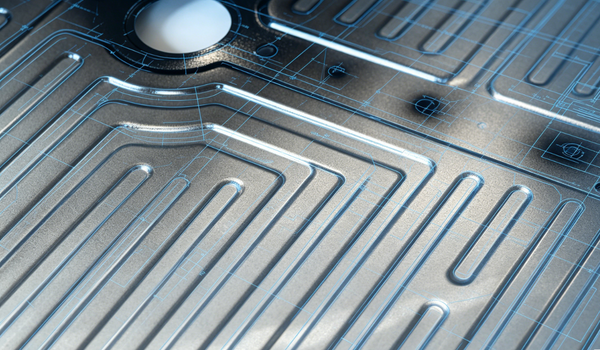
Denn ihre Kühlleistung wirkt sich direkt auf die Stabilität und Lebensdauer der Geräte aus. Bei Batteriesystemen kann die Gestaltung interner Strömungskanäle die Wärmeableitung und Temperaturgleichmäßigkeit erheblich beeinflussen.
Unterschiedliche Herstellungsmethoden können sich auch auf die Gestaltung des Strömungskanals, die Druckfestigkeit und die Kosteneffizienz auswirken.
Vereinfacht ausgedrückt: Unterschiedliche Herstellungsprozesse können zu sehr unterschiedlichen Produktleistungen führen.
Die wichtigsten Schritte beim Bau von Flüssigkeitskühlplatten
1.Materialien für Flüssigkeitskühlplatten
Flüssigkeitskühlplatten bestehen hauptsächlich aus Aluminiumlegierungen, Kupferlegierungen und Verbundwerkstoffen. Kupfer bietet eine hervorragende Wärmeleitfähigkeit, ist jedoch schwer und teuer, während Aluminium leichter, kostengünstiger und einfacher zu verarbeiten ist und daher häufig verwendet wirdWärmemanagementsysteme für Elektrofahrzeugbatterien.
Aluminiumlegierungen:
Aluminium ist das am häufigsten verwendete Material für Kühlplatten für Elektrofahrzeugbatterien, da es ein gutes Gleichgewicht zwischen Wärmeleitfähigkeit, Leichtbauweise, Festigkeit, Herstellbarkeit und Kosten bietet. Unter ihnen wird die Aluminiumlegierung 3003 aufgrund ihrer stabilen Leistung und ausgereiften Verarbeitungstechnologie häufig verwendet.
.png)
Kupferlegierungen:
Kupfer hat eine Wärmeleitfähigkeit von etwa 401 W/m·K und eignet sich daher für Hochleistungsanwendungen wie 800-V-Plattformen. Allerdings ist es schwerer und teurer und erfordert in der Regel einen Oberflächenschutz wie Vernickeln oder Eloxieren, um Korrosion zu verhindern.
Verbundwerkstoffe:
Für Anwendungen, die eine höhere Festigkeit erfordern, werden Verbundstrukturen verwendet. Diese bestehen typischerweise aus drei Schichten: einer Kernschicht, einer Hartlotschicht und einer Opferschicht.
2. Strömungskanaldesign und Formungsmethoden in Kühlplatten
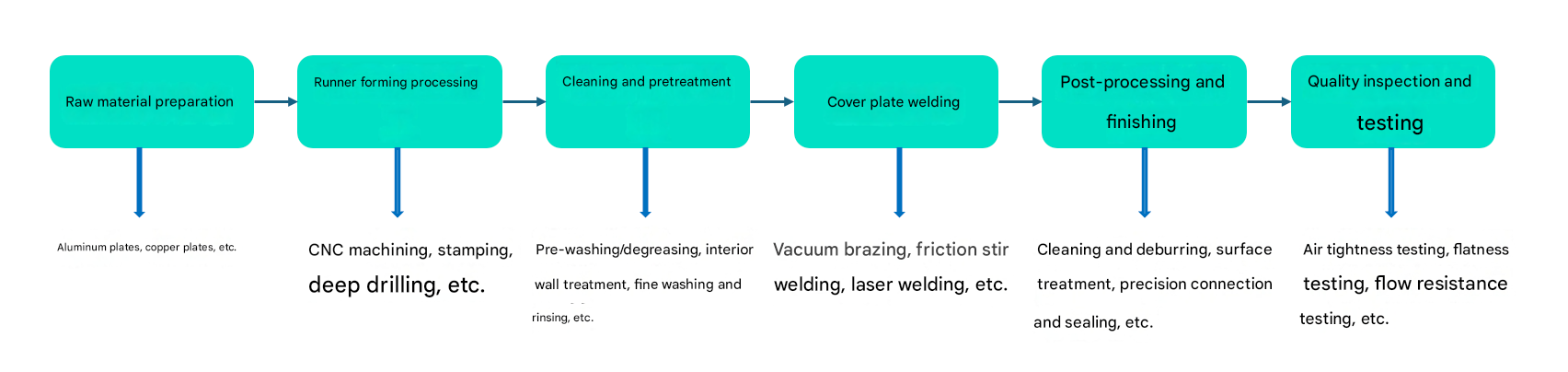
Strömungskanäle von Flüssigkeitskühlplatten werden mithilfe verschiedener Fertigungsmethoden geformt, darunter CNC-Bearbeitung, Stanzen, Extrusion, Druckguss und 3D-Druck.
Diese Prozesse formen oder bauen Metallmaterialien wie Aluminium und Kupfer zu komplexen internen Mikrokanalstrukturen, die zur effizienten Wärmeübertragung beitragen.Vereinfacht ausgedrückt hat jeder Prozess seine eigene Rolle:Bei der CNC-Bearbeitung wird Material Schicht für Schicht mit hoher Präzision abgetragen, wodurch es sich für detaillierte und komplexe Kanaldesigns eignet.
Stanzen und Extrudieren sind schnellere Methoden, die hauptsächlich zur Herstellung großer flacher Platten in großen Stückzahlen verwendet werden.
Druckguss wird zur Herstellung integrierterer und komplexerer einteiliger Strukturen verwendet.
3D-Druck baut die Struktur Schicht für Schicht auf und ermöglicht so die Herstellung äußerst komplexer Geometrien, die mit herkömmlichen Methoden nicht erreicht werden können.
.png)
① CNC-Bearbeitung(Computer-numerische Steuerungsbearbeitung)
Funktionsprinzip
Bei der CNC-Bearbeitung werden Fräs- oder Bohrvorgänge eingesetzt, um Material Schicht für Schicht abzutragen.
Ein mit hoher Geschwindigkeit rotierendes Schneidwerkzeug (z. B. ein Fräser) wird verwendet, um Kanäle und Mikrokanäle in Aluminium- oder Kupferplatten zu schnitzen.
Nach der Bearbeitung wird üblicherweise eine weitere Platte aufgelegt und versiegelt, um interne Strömungswege zu bilden.
Funktionen
Dieses Verfahren bietet eine sehr hohe Präzision und eine hervorragende Oberflächengüte und eignet sich daher für komplexe Kanaldesigns und die Produktion kleiner Stückzahlen.
Bei der Verarbeitung wird jedoch Material abgetragen, sodass die Materialausnutzung relativ gering und die Produktionseffizienz nicht so hoch ist wie bei anderen Massenproduktionsmethoden.
② Stempeln
FunktionsprinzipBeim Stanzen werden Formen und eine Pressmaschine verwendet, um dünne Metallbleche, normalerweise Aluminium oder Kupfer, zu formen.
Unter hohem Druck wird das Metallblech in eine Form gepresst, um bestimmte Strömungskanalnuten zu bilden.
Nach dem Formen werden zwei gestanzte Platten normalerweise durch Schweißen oder Löten miteinander verbunden, um versiegelte Innenkanäle zu schaffen.FunktionenDieses Verfahren eignet sich sehr gut für die Massenproduktion, da es schnell und kostengünstig ist.
Das Kanaldesign ist jedoch durch die Formstruktur begrenzt, sodass es nicht das gleiche Maß an Präzision und Komplexität wie die CNC-Bearbeitung erreichen kann.
③ Extrusion
Funktionsprinzip
Aluminiummaterial wird zunächst erhitzt, bis es weich wird.
Anschließend wird es unter hohem Druck durch eine speziell entwickelte Form gepresst.
Während das Material die Form passiert, nimmt es die Form des Querschnitts an und bildet ein kontinuierliches Profil mit inneren Kanalstrukturen.
Nach der Extrusion wird das Langprofil zur Weiterverarbeitung in die benötigten Längen geschnitten.
Funktionen
Dieses Verfahren ist äußerst effizient und kostengünstig und eignet sich daher für die Massenproduktion von Aluminium-Flüssigkeitskühlplatten.
Allerdings sind die Strömungskanäle in der Regel auf regelmäßige und einfache Formen beschränkt, sodass Designflexibilität und Komplexität im Vergleich zur CNC-Bearbeitung geringer sind.
Es wird hauptsächlich für Kühlplattenstrukturen auf Aluminiumbasis verwendet.
④ Druckguss
Funktionsprinzip
Geschmolzenes Metall, meist eine Aluminiumlegierung, wird unter hohem Druck in einen Stahlformhohlraum eingespritzt.
Das Metall füllt die Form schnell, kühlt dann ab und verfestigt sich zu einer festen, integrierten Struktur.
Dieses Verfahren ermöglicht die Herstellung komplexer Formen in einem einzigen Umformschritt.
Funktionen
Druckguss eignet sich für komplexe und integrierte Strukturen mit hoher Produktionseffizienz und guter Materialausnutzung.
Allerdings sind die Formkosten relativ hoch, wodurch sie sich besser für die Produktion in großem Maßstab eignet.
Die Endgenauigkeit ist stabil, aber im Allgemeinen nicht so hoch wie bei der CNC-Bearbeitung.
⑤ 3D-Druck
Funktionsprinzip
Beim 3D-Druck werden Metallteile Schicht für Schicht aus Metallpulver aufgebaut.
Mithilfe eines Lasers wird das Pulver nach einem digitalen Entwurf geschmolzen und verschmolzen.
Im Gegensatz zu herkömmlichen Methoden erfordert dieser Prozess keine Formen und kann direkt komplexe interne Strukturen und Mikrokanäle erzeugen.
Funktionen
Mit dieser Technologie können äußerst komplexe Geometrien hergestellt werden, die mit herkömmlichen Fertigungsmethoden, wie etwa biomimetischen oder fraktalen Strömungskanaldesigns, nur schwer oder gar nicht zu erreichen sind.
Es hilft, die Wärmeableitungsleistung und die Designfreiheit zu optimieren.
Allerdings sind die Kosten höher und die Produktionsgeschwindigkeit geringer, sodass es sich besser für die Prototypenherstellung und kundenspezifische High-End-Anwendungen eignet.
3. Reinigung und Vorbehandlung bei der Kühlplattenherstellung
Reinigung und Vorbehandlung sind entscheidende Schritte, um den effizienten und langfristig stabilen Betrieb von Flüssigkeitskühlsystemen sicherzustellen.
Hauptsächlich diese PhaseDazu gehören die Oberflächenreinigung (Entfernung von Öl-, Staub- und Oxidschichten), das innere Entgraten und Polieren (Optimierung des Strömungswiderstands), die Tiefenreinigung (Entfernung von Metallspänen und Lötrückständen) sowie Oberflächenbehandlungen wie Passivierung oder Eloxierung zur Verbesserung der Korrosionsbeständigkeit sowie die Vorbereitung und Inspektion von Dichtungen.
Der Hauptzweck besteht darin, die Effizienz der Wärmeübertragung zu verbessern, Kanalverstopfungen zu verhindern, Korrosion zu reduzieren und die Reinheit des Kühlmittels sicherzustellen, um letztendlich eine optimale Wärmeleistung zu erreichen.
4. Schweißtechnologien für die Herstellung von Flüssigkeitskühlplatten
Gängige Schweißmethoden fürKühlplattenDazu gehören Vakuumlöten, Reibrührschweißen, Laserschweißen und Verbundverfahren zum Stanzen und Hartlöten.
4.1. Vakuumlöten
Funktionsprinzip:
In einer Hochvakuumumgebung werden die Teile zusammen mit einem Füllmaterial erhitzt, das einen niedrigeren Schmelzpunkt als das Grundmetall hat (z. B. eine Aluminium-Silizium-Legierung).
Der Füllstoff schmilzt, benetzt die Verbindungsflächen und wird durch Kapillarwirkung in die Fugen gezogen. Nach dem Abkühlen entsteht eine feste und dichte Verbindung.
Eigenschaften:
Vorteile: Keine Oxidation aufgrund der Vakuumumgebung, hohe Schweißqualität, dichte und feste Verbindungen, hohe Präzision und die Fähigkeit, komplexe innere Strukturen zu bilden. Geeignet sowohl für Aluminium- als auch für Kupfermaterialien.
Nachteile: Hohe Gerätekosten, strenge Anforderungen an die Prozesskontrolle und relativ langer Heizzyklus.
Anwendungen:
Wird häufig in High-End-Flüssigkeitskühlplatten verwendet, bei denen innere Sauberkeit und Dichtungsleistung von entscheidender Bedeutung sind.
4.2 Rührreibschweißen (FSW)
Funktionsprinzip:
Ein rotierendes, nicht verbrauchbares Werkzeug bewegt sich entlang der Verbindungsstelle und erzeugt Reibungswärme und plastische Verformung.
Das Material wird erweicht und mechanisch verrührt, wodurch eine feste Verbindung entsteht, ohne dass das Grundmaterial schmilzt.
Eigenschaften:
Vorteile: Es handelt sich um einen Festkörperfügeprozess ohne Spritzer, ohne schädliche Gase und ohne Aufschmelzen des Grundmaterials. Es bietet eine gute mechanische Festigkeit und ist gleichzeitig umweltfreundlicher und energieeffizienter.
Nachteile: Es sind spezielle Vorrichtungen und eine präzise Einrichtung erforderlich. Die Schweißoberfläche kann Werkzeugspuren aufweisen und das Verfahren ist nicht für jeden Materialtyp geeignet.
Anwendungen:
Wird häufig für Aluminium-Flüssigkeitskühlplatten verwendet, insbesondere für großformatige Produkte und die Massenproduktion.
4.3. Laserschweißen
Funktionsprinzip:
Beim Laserschweißen wird die Materialoberfläche mit einem hochenergetischen Laserstrahl erhitzt.
Das Material schmilzt, vermischt und verfestigt sich nach dem Abkühlen schnell, wodurch eine Schweißverbindung entsteht.
Eigenschaften:
Vorteile: Dieses Verfahren bietet eine hohe Schweißgeschwindigkeit, einen geringen Wärmeeintrag und eine minimale Verformung. Es bietet außerdem eine hohe Präzision, unterstützt das Tiefschweißen und eignet sich gut für die automatisierte Produktion.
Nachteile: Es erfordert eine sehr genaue Teileausrichtung, beim Schweißen können Poren entstehen und die Ausrüstungskosten sind relativ hoch.
Anwendungen:
Wird häufig zum Verbinden von Rippen mit Rohren oder Platten sowie für Kantenversiegelungsanwendungen verwendet, bei denen hohe Geschwindigkeit und Präzision erforderlich sind.
4.4. Stanz- und Hartlötprozess für Verbundwerkstoffe
Funktionsprinzip:
Zunächst werden Bleche durch Stanz- oder Tiefziehverfahren zu oberen und unteren Deckplatten mit Kanalnuten umgeformt.
Anschließend werden interne Komponenten wie Flossen innerhalb der Struktur montiert. Abschließend wird die komplette Baugruppe zum Vakuumlöten oder Hartlöten in kontrollierter Atmosphäre in einen Ofen gegeben, um eine versiegelte Struktur zu erzeugen.
Eigenschaften:
Vorteile: Dieses Verfahren bietet niedrige Produktionskosten und eine hohe Fertigungseffizienz, wodurch es für die Produktion in großem Maßstab geeignet ist. Es kann auch relativ komplexe Strömungskanaldesigns erzeugen, weshalb es zu einer der am weitesten verbreiteten Methoden zur Herstellung von Flüssigkeitskühlplatten geworden ist.
Nachteile: Die Maßgenauigkeit von Stanzteilen ist vor dem Löten von entscheidender Bedeutung. Die endgültige Verbindungsqualität hängt weitgehend von der Spaltkontrolle und der Bauteilsauberkeit ab.
Anwendungen:
Diese Methode wird häufig bei der Herstellung von Flüssigkeitskühlplatten für Elektrofahrzeugbatterien, Server, Energiespeichersysteme und viele andere Wärmemanagementanwendungen eingesetzt.
.png)
5. Nachbearbeitung und Oberflächenveredelung von Batteriekühlplatten
| Wichtige Schritte |
| Reinigen und Entgraten |
Entgraten:
Nach der Bearbeitung können winzige Grate in den Kanälen und an den Kanten der Flüssigkeitskühlplatte zurückbleiben. Wenn sie nicht entfernt werden, können sie den Kühlmittelfluss beeinträchtigen oder sogar Verstopfungen verursachen. Zu den gängigen Methoden gehören elektrochemische Bearbeitung (ECM), mechanisches Schleifen, Sandstrahlen und Laserentgraten.
Reinigung:
Ultraschallreinigung und chemische Reinigung (Säure- oder Alkalireinigung) werden häufig verwendet, um Ölrückstände, Metallpartikel und Oxidschichten zu entfernen, die während der Herstellung zurückgeblieben sind, und so saubere interne Kanäle sicherzustellen.
|
| Oberflächenbehandlung |
Passivierung / Eloxieren:
Bei Flüssigkeitskühlplatten aus Aluminium wird häufig Eloxieren eingesetzt, um eine dichte Oxidschicht auf der Oberfläche zu erzeugen und so die Korrosionsbeständigkeit zu verbessern.
Beschichtung / Beschichtung:
Kühlplatten aus Kupfer sind üblicherweise vernickelt, um Oxidation und Korrosion zu reduzieren. In einigen Anwendungen können auch zusätzliche Schutzbeschichtungen aufgetragen werden.
|
| Präzises Fügen und Dichten |
Hartlöten:
Um die oberen und unteren Platten zu verbinden, wird üblicherweise Vakuumlöten verwendet, um versiegelte Innenkanäle und einen reibungslosen Kühlmittelfluss zu gewährleisten.
Versiegelung:
An Verbindungsschnittstellen werden häufig Hochtemperatur-Dichtungsmaterialien wie EPDM und FKM eingesetzt, um die Zuverlässigkeit der Dichtungen zu verbessern.
|
| Endgültige Fertigstellung |
Schleifen und Polieren:
Die Kontaktflächen werden hochpräzise geschliffen und poliert, um den Wärmewiderstand zu verringern und die Wärmeübertragungsleistung zu verbessern.
Präzisionsbearbeitung:
Die Sekundärbearbeitung von Löchern und Schlitzen wird durchgeführt, um Installationsgenauigkeit und Montagezuverlässigkeit sicherzustellen. |
6. Qualitätsprüfung von Flüssigkeitskühlplatten
Vor dem Versand müssen Flüssigkeitskühlplatten eine Reihe strenger Inspektionen und Tests durchlaufen, darunter Dichtheitsprüfungen, Ebenheitsprüfungen und Strömungswiderstandsprüfungen.
Diese Tests sind wichtige Qualitätskontrollschritte, da sie sich direkt auf die Produktlebensdauer, die thermische Leistung und die Systemzuverlässigkeit auswirken. Sie sind besonders wichtig in Elektrofahrzeugbatterien, Energiespeichersystemen und elektronischen Kühlanwendungen.
Durch die Durchführung dieser Tests können Hersteller Lecks, Dimensionsprobleme oder Strömungsprobleme erkennen, bevor Produkte in reale Anwendungen gelangen.
6.1 Dichtheitsprüfung
Zweck:
Um sicherzustellen, dass es in den Kühlkanälen keine Lecks gibt und um eine Verunreinigung des Kühlmittels oder einen Systemausfall zu verhindern.
Methoden:
● Druckabfalltest
In die Kühlplatte wird Druckluft oder Stickstoff eingeblasen. Druckänderungen werden im Laufe der Zeit überwacht. Ein langsamerer Druckverlust weist auf eine bessere Dichtungsleistung hin.
● Helium-Massenspektrometrie-Test
Heliumgas wird eingeleitet und ein Heliumdetektor wird verwendet, um sehr kleine Lecks zu identifizieren. Geeignet für hochpräzise Anwendungen.
● Flüssigkeitsimmersionstest
Die Kühlplatte wird nach der Druckbeaufschlagung in Wasser getaucht. Luftblasen weisen auf Undichtigkeiten hin.
● Elektronische Prüfgasdetektion
Es wird Prüfgas injiziert und Sensoren werden verwendet, um Leckstellen zu lokalisieren.
6.2 Ebenheitsprüfung
Zweck:
Um einen ordnungsgemäßen Kontakt zwischen der Kühlplatte und Wärmequellen wie CPUs, GPUs oder Batteriemodulen für eine maximale Wärmeübertragung sicherzustellen.
Methoden:
● Laserinterferometer / Optisches Scannen
Misst kleine Oberflächenvariationen mithilfe von Laser- oder Scantechnologie.
● Koordinatenmessgerät (KMG)
Eine Sonde sammelt Oberflächendaten, um die Ebenheitsabweichung zu berechnen.
● Endmaßblock / Fühlerlehrentest
Eine einfache Methode zur anfänglichen Spaltmessung.
● Weißlichtinterferometer
Wird für eine präzisere Oberflächenanalyse verwendet.
6.3 Prüfung des Strömungswiderstands
Zweck:
Zur Bewertung des Kühlmittelwiderstands in den Kühlkanälen, der sich auf die Pumpenauswahl und den Stromverbrauch des Systems auswirkt.
Methoden:
● Steady-State-Testplattform
Durchflussmesser und Drucksensoren dienen zur Messung von Druckänderungen bei unterschiedlichen Strömungsbedingungen.
● Prüfung der Strömungswiderstandskurve
Zur Bewertung der Systemanpassungsleistung werden Druckabfall-zu-Durchfluss-Kurven erstellt.
● Transiente Tests
Simuliert Systemstart- und -abschaltbedingungen, um die dynamische Leistung zu bewerten.
6.4 Sonstige Inspektionen
● Inspektion von Strömungskanalverstopfungen
● Maß- und Aussehensprüfung
● Prüfung der thermischen Leistung
Zusammen stellen diese Testverfahren sicher, dass Flüssigkeitskühlplatten in Elektrofahrzeugen, Rechenzentren und Energiespeicheranwendungen zuverlässig und effizient arbeiten können.
Fazit
Die Leistung von Flüssigkeitskühlplatten hängt vom gesamten Herstellungsprozess ab, nicht von einem einzelnen Schritt. Materialien, Umformverfahren, Schweißen, Endbearbeitung und Tests wirken alle zusammen, um die Wärmeableitung und Zuverlässigkeit zu bestimmen.
Vereinfacht ausgedrückt führt eine bessere Kontrolle jedes Schritts zu einer besseren Kühlleistung.