Présentation
Plaques de refroidissement liquidejouent un rôle clé dans les systèmes de gestion thermique modernes, en particulier dans les véhicules électriques, les systèmes de stockage d'énergie et les centres de données.
Pourquoi sont-ils si importants ?
Parce que leurs performances de refroidissement affectent directement la stabilité et la durée de vie des équipements. Pour les systèmes de batteries, la conception des canaux d’écoulement internes peut avoir un impact significatif sur la dissipation thermique et l’uniformité de la température.
Différentes méthodes de fabrication peuvent également affecter la conception des canaux d’écoulement, la résistance à la pression et la rentabilité.
En termes simples : différents processus de fabrication peuvent conduire à des performances de produit très différentes.
Les principales étapes de la construction de plaques de refroidissement liquide
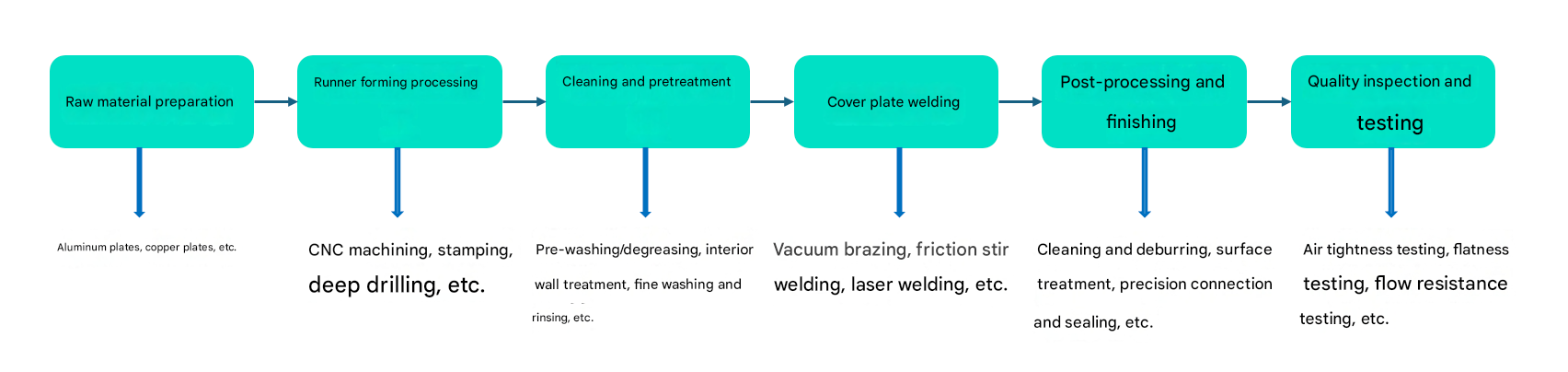
1.Matériaux pour plaques de refroidissement liquide
Les plaques de refroidissement liquide sont principalement constituées d’alliages d’aluminium, d’alliages de cuivre et de matériaux composites. Le cuivre offre une excellente conductivité thermique mais est lourd et coûteux, tandis que l'aluminium est plus léger, plus rentable et plus facile à traiter, ce qui le rend largement utilisé dansSystèmes de gestion thermique des batteries de véhicules électriques.
Alliages d'aluminium :
L'aluminium est le matériau le plus couramment utilisé dans les plaques de refroidissement des batteries EV, car il offre un bon équilibre entre conductivité thermique, conception légère, résistance, fabricabilité et coût. Parmi eux, l'alliage d'aluminium 3003 est largement utilisé en raison de ses performances stables et de sa technologie de traitement mature.
.png)
Alliages de cuivre :
Le cuivre a une conductivité thermique d'environ 401 W/m·K, ce qui le rend adapté aux applications haute puissance telles que les plates-formes 800 V. Cependant, il est plus lourd et plus coûteux et nécessite généralement une protection de surface telle que le nickelage ou l'anodisation pour éviter la corrosion.
Matériaux composites :
Pour les applications nécessitant une résistance plus élevée, des structures composites sont utilisées. Celles-ci se composent généralement de trois couches : une couche centrale, une couche de brasage et une couche sacrificielle.
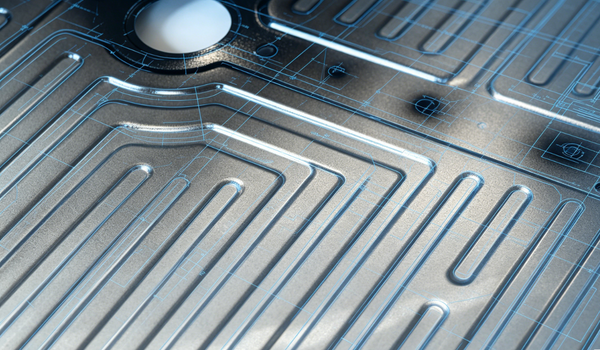
2. Conception des canaux d’écoulement et méthodes de formage dans les plaques de refroidissement
Les canaux d'écoulement des plaques de refroidissement liquide sont formés à l'aide de plusieurs méthodes de fabrication différentes, notamment l'usinage CNC, l'estampage, l'extrusion, le moulage sous pression et l'impression 3D.
Ces processus façonnent ou construisent des matériaux métalliques tels que l'aluminium et le cuivre en structures internes complexes de micro-canaux qui aident à transférer efficacement la chaleur.En termes simples, chaque processus a son propre rôle :L'usinage CNC élimine le matériau couche par couche avec une grande précision, ce qui le rend adapté aux conceptions de canaux détaillées et complexes.
L'estampage et l'extrusion sont des méthodes plus rapides, principalement utilisées pour produire de grandes plaques plates en grand volume.
Le moulage sous pression est utilisé pour créer des structures monobloc plus intégrées et complexes.
L'impression 3D construit la structure couche par couche, permettant de produire des géométries extrêmement complexes que les méthodes traditionnelles ne peuvent pas réaliser.
.png)
①Usinage CNC(Usinage à commande numérique par ordinateur)
Principe de fonctionnement
L'usinage CNC utilise des opérations de fraisage ou de perçage pour éliminer la matière couche par couche.
Un outil de coupe rotatif à grande vitesse (tel qu'une fraise) est utilisé pour sculpter des canaux et des micro-canaux dans des plaques d'aluminium ou de cuivre.
Après l'usinage, une autre plaque est généralement placée sur le dessus et scellée pour former des chemins d'écoulement internes.
Caractéristiques
Cette méthode offre une très haute précision et un excellent état de surface, ce qui la rend adaptée aux conceptions de canaux complexes et à la production en petits lots.
Cependant, elle enlève de la matière pendant le traitement, de sorte que l'utilisation de la matière est relativement faible et l'efficacité de la production n'est pas aussi élevée que celle des autres méthodes de production de masse.
② Estampage
Principe de fonctionnementL'emboutissage utilise des moules et une presse pour façonner de fines feuilles de métal, généralement de l'aluminium ou du cuivre.
Sous haute pression, la tôle est pressée dans un moule pour former des rainures de canal d'écoulement spécifiques.
Après le formage, deux plaques estampées sont généralement assemblées par soudage ou brasage pour créer des canaux internes scellés.CaractéristiquesCette méthode est parfaitement adaptée à la production de masse car elle est rapide et rentable.
Cependant, la conception du canal est limitée par la structure du moule, elle ne peut donc pas atteindre le même niveau de précision et de complexité que l'usinage CNC.
③Extrusion
Principe de fonctionnement
Le matériau en aluminium est d'abord chauffé jusqu'à ce qu'il devienne mou.
Il est ensuite poussé à travers un moule spécialement conçu sous haute pression.
Lorsque le matériau passe à travers le moule, il prend la forme de la section transversale et forme un profil continu avec des structures de canaux internes.
Après l'extrusion, le long profilé est coupé aux longueurs requises pour un traitement ultérieur.
Caractéristiques
Cette méthode est très efficace et rentable, ce qui la rend adaptée à la production à grande échelle de plaques de refroidissement liquide en aluminium.
Cependant, les canaux d'écoulement sont généralement limités à des formes régulières et simples, de sorte que la flexibilité et la complexité de la conception sont moindres que celles de l'usinage CNC.
Il est principalement utilisé pour les structures de plaques de refroidissement à base d'aluminium.
④ Moulage sous pression
Principe de fonctionnement
Le métal en fusion, généralement un alliage d’aluminium, est injecté dans une cavité de moule en acier sous haute pression.
Le métal remplit rapidement le moule puis refroidit et se solidifie pour former une structure solide et intégrée.
Ce procédé permet de réaliser des formes complexes en une seule étape de formage.
Caractéristiques
Le moulage sous pression convient aux structures complexes et intégrées avec une efficacité de production élevée et une bonne utilisation des matériaux.
Cependant, le coût du moule est relativement élevé, ce qui le rend plus adapté à une production à grande échelle.
La précision finale est stable mais généralement pas aussi élevée que l'usinage CNC.
⑤ Impression 3D
Principe de fonctionnement
L’impression 3D permet de construire des pièces métalliques couche par couche à l’aide de poudre métallique.
Un laser est utilisé pour fondre et fusionner la poudre selon un design numérique.
Contrairement aux méthodes traditionnelles, ce procédé ne nécessite pas de moules et peut créer directement des structures internes complexes et des micro-canaux.
Caractéristiques
Cette technologie peut produire des géométries extrêmement complexes qui sont difficiles, voire impossibles à réaliser avec les méthodes de fabrication traditionnelles, telles que les conceptions de canaux d'écoulement biomimétiques ou fractals.
Il permet d'optimiser les performances de dissipation thermique et la liberté de conception.
Cependant, son coût est plus élevé et sa vitesse de production est plus lente, ce qui le rend plus adapté au prototypage et aux applications personnalisées haut de gamme.
3. Nettoyage et prétraitement dans la fabrication de plaques de refroidissement
Le nettoyage et le prétraitement sont des étapes critiques pour garantir le fonctionnement efficace et stable à long terme des systèmes de refroidissement liquide.
Cette étape principalementcomprend le nettoyage de surface (élimination des couches d'huile, de poussière et d'oxyde), l'ébavurage et le polissage internes (optimisation de la résistance à l'écoulement), le nettoyage en profondeur (élimination des copeaux métalliques et des résidus de brasage), ainsi que le traitement de surface tel que la passivation ou l'anodisation pour améliorer la résistance à la corrosion, ainsi que la préparation et l'inspection du scellement.
L'objectif principal est d'améliorer l'efficacité du transfert de chaleur, d'éviter le blocage des canaux, de réduire la corrosion et de garantir la pureté du liquide de refroidissement, pour finalement obtenir des performances thermiques optimales.
4. Technologies de soudage pour la fabrication de plaques de refroidissement liquide
Méthodes de soudage courantes pourplaques de refroidissementcomprennent le brasage sous vide, le soudage par friction-malaxage, le soudage au laser et les procédés composites d'estampage + brasage.
4.1. Brasage sous vide
Principe de fonctionnement :
Dans un environnement sous vide poussé, les pièces sont chauffées avec un matériau de remplissage ayant un point de fusion inférieur à celui du métal de base (tel qu'un alliage aluminium-silicium).
Le mastic fond, mouille les surfaces des joints et est aspiré dans les interstices par capillarité. Après refroidissement, une liaison solide et scellée se forme.
Caractéristiques :
Avantages : Aucune oxydation due à l'environnement sous vide, haute qualité de soudage, joints denses et solides, haute précision et capacité à former des structures internes complexes. Convient aux matériaux en aluminium et en cuivre.
Inconvénients : coût d’équipement élevé, exigences strictes en matière de contrôle des processus et cycle de chauffage relativement long.
Applications :
Largement utilisé dans les plaques de refroidissement liquide haut de gamme où la propreté interne et les performances d'étanchéité sont essentielles.
4.2 Soudage par friction-malaxage (FSW)
Principe de fonctionnement :
Un outil rotatif non consommable se déplace le long de la zone de jointure et génère de la chaleur de friction et une déformation plastique.
Le matériau est ramolli et mélangé mécaniquement, créant une liaison solide sans faire fondre le matériau de base.
Caractéristiques :
Avantages : Il s'agit d'un processus d'assemblage à l'état solide, sans éclaboussures, sans gaz nocifs et sans fusion du matériau de base. Il offre une bonne résistance mécanique tout en étant plus respectueux de l’environnement et économe en énergie.
Inconvénients : Cela nécessite des luminaires spécialisés et une configuration précise. La surface de soudure peut présenter des marques d'outils et le processus n'est pas adapté à tous les types de matériaux.
Applications :
Couramment utilisé pour les plaques de refroidissement liquide en aluminium, en particulier pour les produits de grande taille et la production en grand volume.
4.3. Soudage laser
Principe de fonctionnement :
Le soudage au laser utilise un faisceau laser à haute énergie pour chauffer la surface du matériau.
Le matériau fond, se mélange et se solidifie rapidement après refroidissement, créant un joint soudé.
Caractéristiques :
Avantages : Ce procédé offre une vitesse de soudage élevée, un faible apport de chaleur et une déformation minimale. Il offre également une haute précision, prend en charge le soudage à pénétration profonde et convient parfaitement à la production automatisée.
Inconvénients : il nécessite un alignement très précis des pièces, peut produire des pores lors du soudage et les coûts d'équipement sont relativement élevés.
Applications :
Couramment utilisé pour assembler des ailettes avec des tubes ou des plaques, ainsi que pour les applications d'étanchéité des bords où une vitesse et une précision élevées sont requises.
4.4. Procédé composite d'emboutissage + brasage
Principe de fonctionnement :
Tout d'abord, les tôles sont transformées en plaques de recouvrement supérieure et inférieure avec des rainures en canal à l'aide de processus d'estampage ou d'emboutissage profond.
Les composants internes tels que les ailerons sont ensuite assemblés à l'intérieur de la structure. Enfin, l’ensemble complet est placé dans un four pour un brasage sous vide ou sous atmosphère contrôlée afin de créer une structure étanche.
Caractéristiques :
Avantages : Ce procédé offre un faible coût de production et une efficacité de fabrication élevée, ce qui le rend adapté à la production à grande échelle. Il peut également créer des conceptions de canaux d'écoulement relativement complexes, c'est pourquoi il est devenu l'une des méthodes de fabrication de plaques de refroidissement liquide les plus utilisées.
Inconvénients : La précision dimensionnelle des pièces embouties est essentielle avant le brasage. La qualité finale du joint dépend en grande partie du contrôle des jeux et de la propreté des composants.
Applications :
Cette méthode est largement utilisée dans la production de plaques de refroidissement liquide pour les batteries de véhicules électriques, les serveurs, les systèmes de stockage d'énergie et de nombreuses autres applications de gestion thermique.
.png)
5. Post-traitement et finition de surface des plaques de refroidissement de la batterie
| Étapes importantes |
| Nettoyage et ébavurage |
Ébavurage :
Après l'usinage, de minuscules bavures peuvent rester à l'intérieur des canaux et le long des bords de la plaque de refroidissement liquide. S'ils ne sont pas retirés, ils peuvent affecter le débit du liquide de refroidissement ou même provoquer un blocage. Les méthodes courantes incluent l'usinage électrochimique (ECM), le meulage mécanique, le sablage et l'ébavurage au laser.
Nettoyage :
Le nettoyage par ultrasons et le nettoyage chimique (nettoyage acide ou alcalin) sont couramment utilisés pour éliminer les résidus d'huile, les particules métalliques et les couches d'oxyde laissées lors de la fabrication, garantissant ainsi la propreté des canaux internes.
|
| Traitement de surface |
Passivation / Anodisation :
Pour les plaques de refroidissement liquide en aluminium, l'anodisation est souvent utilisée pour créer une couche d'oxyde dense sur la surface, améliorant ainsi la résistance à la corrosion.
Placage / Revêtement :
Les plaques de refroidissement en cuivre sont généralement nickelées pour réduire l'oxydation et la corrosion. Dans certaines applications, des revêtements protecteurs supplémentaires peuvent également être appliqués.
|
| Assemblage et étanchéité de précision |
Brasage :
Le brasage sous vide est couramment utilisé pour joindre les plaques supérieure et inférieure, garantissant des canaux internes scellés et un écoulement fluide du liquide de refroidissement.
Étanchéité :
Des matériaux d'étanchéité à haute température tels que l'EPDM et le FKM sont souvent utilisés autour des interfaces de connexion pour améliorer la fiabilité de l'étanchéité.
|
| Finition finale |
Meulage et polissage :
Un meulage et un polissage de haute précision sont appliqués aux surfaces de contact pour réduire la résistance thermique et améliorer les performances de transfert de chaleur.
Usinage de précision :
Un usinage secondaire des trous et des fentes est effectué pour garantir la précision de l'installation et la fiabilité de l'assemblage. |
6. Inspection de la qualité des plaques de refroidissement liquide
Avant expédition, les plaques de refroidissement liquide doivent subir une série d'inspections et de tests stricts, notamment des tests d'étanchéité, des tests de planéité et des tests de résistance à l'écoulement.
Ces tests sont des étapes critiques de contrôle qualité car ils affectent directement la durée de vie du produit, les performances thermiques et la fiabilité du système. Ils sont particulièrement importants dans les batteries de véhicules électriques, les systèmes de stockage d’énergie et les applications de refroidissement électronique.
En effectuant ces tests, les fabricants peuvent identifier les fuites, les problèmes dimensionnels ou les problèmes de débit avant que les produits n'entrent dans des applications réelles.
6.1 Test de fuite
Objectif :
Pour garantir qu'il n'y a pas de fuite à l'intérieur des canaux de refroidissement et éviter la contamination du liquide de refroidissement ou une panne du système.
Méthodes :
● Test de chute de pression
De l'air comprimé ou de l'azote est injecté dans la plaque de refroidissement. Les changements de pression sont surveillés au fil du temps. Une perte de pression plus lente indique de meilleures performances d’étanchéité.
● Test de spectrométrie de masse à l'hélium
De l'hélium gazeux est introduit et un détecteur d'hélium est utilisé pour identifier de très petites fuites. Convient aux applications de haute précision.
● Test d'immersion dans un liquide
La plaque de refroidissement est immergée dans l'eau après mise sous pression. Les bulles d'air indiquent des points de fuite.
● Détection électronique de gaz traceur
Un gaz traceur est injecté et des capteurs sont utilisés pour localiser les positions des fuites.
6.2 Test de planéité
Objectif :
Pour garantir un contact approprié entre la plaque de refroidissement et les sources de chaleur telles que les processeurs, les GPU ou les modules de batterie pour un transfert de chaleur maximal.
Méthodes :
● Interféromètre laser / Balayage optique
Mesure les petites variations de surface à l’aide de la technologie laser ou de numérisation.
● Machine à mesurer tridimensionnelle (MMT)
Une sonde collecte des données de surface pour calculer l'écart de planéité.
● Bloc étalon / Test de jauge d'épaisseur
Une méthode simple utilisée pour la mesure initiale de l’écart.
● Interféromètre à lumière blanche
Utilisé pour une analyse de surface de plus haute précision.
6.3 Test de résistance à l'écoulement
Objectif :
Évaluer la résistance du liquide de refroidissement à l'intérieur des canaux de refroidissement, ce qui affecte la sélection de la pompe et la consommation électrique du système.
Méthodes :
● Plateforme de test en régime permanent
Les débitmètres et les capteurs de pression sont utilisés pour mesurer les changements de pression dans différentes conditions de débit.
● Test de courbe de résistance à l'écoulement
Des courbes de chute de pression et de débit sont générées pour évaluer les performances de correspondance du système.
● Tests transitoires
Simule les conditions de démarrage et d’arrêt du système pour évaluer les performances dynamiques.
6.4 Autres inspections
● Inspection du blocage du canal d'écoulement
● Contrôle dimensionnel et esthétique
● Tests de performances thermiques
Ensemble, ces procédures de test garantissent que les plaques de refroidissement liquide peuvent fonctionner de manière fiable et efficace dans les véhicules électriques, les centres de données et les applications de stockage d'énergie.
Conclusion
Les performances des plaques de refroidissement liquide dépendent de l’ensemble du processus de fabrication et non d’une seule étape. Les matériaux, les méthodes de formage, le soudage, la finition et les tests fonctionnent tous ensemble pour déterminer la dissipation thermique et la fiabilité.
En termes simples, un meilleur contrôle de chaque étape conduit à de meilleures performances de refroidissement.




