Introduction
Liquid cooling plates play a key role in modern thermal management systems, especially in electric vehicles, energy storage systems, and data centers.
Why are they so important?
Because their cooling performance directly affects equipment stability and service life. For battery systems, the design of internal flow channels can significantly impact heat dissipation and temperature uniformity.
Different manufacturing methods can also affect flow channel design, pressure resistance, and cost efficiency.
In simple terms: different manufacturing processes can lead to very different product performance.
The Main Steps in Building Liquid Cooling Plates
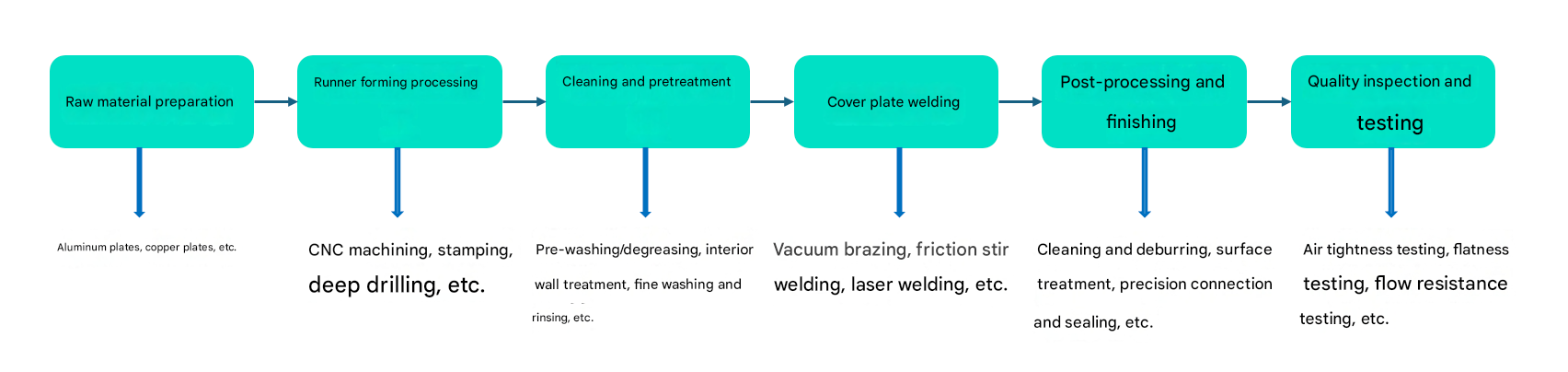
1.Materials for Liquid Cooling Plates
Liquid cooling plates are mainly made of aluminum alloys, copper alloys, and composite materials. Copper offers excellent thermal conductivity but is heavy and expensive, while aluminum is lighter, more cost-effective, and easier to process, making it widely used in EV battery thermal management systems.
Aluminum alloys:
Aluminum is the most commonly used material in EV battery cooling plates because it provides a good balance of thermal conductivity, lightweight design, strength, manufacturability, and cost. Among them, 3003 aluminum alloy is widely used due to its stable performance and mature processing technology.
.png)
Copper alloys:
Copper has a thermal conductivity of about 401 W/m·K, making it suitable for high-power applications such as 800V platforms. However, it is heavier and more expensive, and usually requires surface protection such as nickel plating or anodizing to prevent corrosion.
Composite materials:
For applications requiring higher strength, composite structures are used. These typically consist of three layers: a core layer, a brazing layer, and a sacrificial layer.
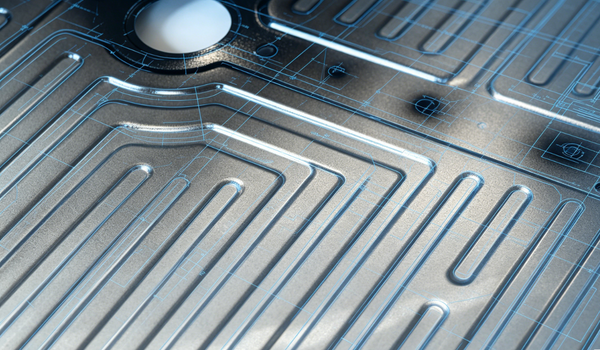
2. Flow Channel Design and Forming Methods in Cooling Plates
Liquid cooling plate flow channels are formed using several different manufacturing methods, including CNC machining, stamping, extrusion, die casting, and 3D printing.
These processes shape or build metal materials such as aluminum and copper into complex internal micro-channel structures that help transfer heat efficiently.
In simple terms, each process has its own role:
CNC machining removes material layer by layer with high precision, making it suitable for detailed and complex channel designs.
Stamping and extrusion are faster methods, mainly used to produce large flat plates in high volume.
Die casting is used to create more integrated and complex one-piece structures.
3D printing builds the structure layer by layer, making it possible to produce extremely complex geometries that traditional methods cannot achieve.
.png)
① CNC Machining(Computer Numerical Control Machining)
Working Principle
CNC machining uses milling or drilling operations to remove material layer by layer.
A high-speed rotating cutting tool (such as a milling cutter) is used to carve channels and micro-channels into aluminum or copper plates.
After machining, another plate is usually placed on top and sealed to form internal flow paths.
Features
This method offers very high precision and excellent surface finish, making it suitable for complex channel designs and small-batch production.
However, it removes material during processing, so material utilization is relatively low and production efficiency is not as high as other mass-production methods.
② Stamping
Working Principle
Stamping uses molds and a press machine to shape thin metal sheets, usually aluminum or copper.
Under high pressure, the metal sheet is pressed into a mold to form specific flow channel grooves.
After forming, two stamped plates are usually joined together using welding or brazing to create sealed internal channels.
Features
This method is highly suitable for mass production because it is fast and cost-effective.
However, the channel design is limited by the mold structure, so it cannot achieve the same level of precision and complexity as CNC machining.
③ Extrusion
Working Principle
Aluminum material is first heated until it becomes soft.
It is then pushed through a specially designed mold under high pressure.
As the material passes through the mold, it takes the shape of the cross-section and forms a continuous profile with internal channel structures.
After extrusion, the long profile is cut into required lengths for further processing.
Features
This method is highly efficient and cost-effective, making it suitable for large-scale production of aluminum liquid cooling plates.
However, the flow channels are usually limited to regular and simple shapes, so design flexibility and complexity are lower compared to CNC machining.
It is mainly used for aluminum-based cooling plate structures.
④ Die Casting
Working Principle
Molten metal, usually aluminum alloy, is injected into a steel mold cavity under high pressure.
The metal quickly fills the mold and then cools and solidifies to form a solid, integrated structure.
This process allows complex shapes to be produced in a single forming step.
Features
Die casting is suitable for complex and integrated structures with high production efficiency and good material utilization.
However, the mold cost is relatively high, making it more suitable for large-scale production.
The final accuracy is stable but generally not as high as CNC machining.
⑤ 3D Printing
Working Principle
3D printing builds metal parts layer by layer using metal powder.
A laser is used to melt and fuse the powder according to a digital design.
Unlike traditional methods, this process does not require molds and can directly create complex internal structures and micro-channels.
Features
This technology can produce extremely complex geometries that are difficult or impossible to achieve with traditional manufacturing methods, such as biomimetic or fractal flow channel designs.
It helps optimize heat dissipation performance and design freedom.
However, it has higher cost and slower production speed, making it more suitable for prototyping and high-end customized applications.
3. Cleaning and Pre-Treatment in Cooling Plate Manufacturing
Cleaning and pre-treatment are critical steps to ensure the efficient and long-term stable operation of liquid cooling systems.
This stage mainly includes surface cleaning (removing oil, dust, and oxide layers), internal deburring and polishing (optimizing flow resistance), deep cleaning (removing metal chips and brazing residues), as well as surface treatment such as passivation or anodizing to improve corrosion resistance, and sealing preparation and inspection.
The main purpose is to improve heat transfer efficiency, prevent channel blockage, reduce corrosion, and ensure coolant purity, ultimately achieving optimal thermal performance.
4. Welding Technologies for Liquid Cooling Plate Manufacturing
Common welding methods for cooling plates include vacuum brazing, friction stir welding, laser welding, and stamping + brazing composite processes.
4.1. Vacuum Brazing
Working Principle:
In a high-vacuum environment, the parts are heated together with a filler material that has a lower melting point than the base metal (such as aluminum-silicon alloy).
The filler melts, wets the joint surfaces, and is drawn into the gaps by capillary action. After cooling, a strong and sealed bond is formed.
Features:
Advantages: No oxidation due to the vacuum environment, high welding quality, dense and strong joints, high precision, and ability to form complex internal structures. Suitable for both aluminum and copper materials.
Disadvantages: High equipment cost, strict process control requirements, and relatively long heating cycle.
Applications:
Widely used in high-end liquid cooling plates where internal cleanliness and sealing performance are critical.
4.2 Friction Stir Welding (FSW)
Working Principle:
A rotating, non-consumable tool moves along the joint area and generates friction heat and plastic deformation.
The material is softened and mechanically stirred together, creating a solid-state bond without melting the base material.
Features:
Advantages: This is a solid-state joining process with no spatter, no harmful gases, and no melting of the base material. It provides good mechanical strength while being more environmentally friendly and energy-efficient.
Disadvantages: It requires specialized fixtures and precise setup. The weld surface may show tool marks, and the process is not suitable for every material type.
Applications:
Commonly used for aluminum liquid cooling plates, especially for large-size products and high-volume production.
4.3. Laser Welding
Working Principle:
Laser welding uses a high-energy laser beam to heat the material surface.
The material quickly melts, mixes, and solidifies after cooling, creating a welded joint.
Features:
Advantages: This process offers high welding speed, low heat input, and minimal deformation. It also provides high precision, supports deep-penetration welding, and is well suited for automated production.
Disadvantages: It requires very accurate part alignment, may produce pores during welding, and equipment costs are relatively high.
Applications:
Commonly used for joining fins with tubes or plates, as well as edge sealing applications where high speed and precision are required.
4.4. Stamping + Brazing Composite Process
Working Principle:
First, metal sheets are formed into upper and lower cover plates with channel grooves using stamping or deep drawing processes.
Internal components such as fins are then assembled inside the structure. Finally, the complete assembly is placed into a furnace for vacuum brazing or controlled-atmosphere brazing to create a sealed structure.
Features:
Advantages: This process offers low production cost and high manufacturing efficiency, making it suitable for large-scale production. It can also create relatively complex flow channel designs, which is why it has become one of the most widely used liquid cooling plate manufacturing methods.
Disadvantages: Dimensional accuracy of stamped parts is critical before brazing. The final joint quality largely depends on gap control and component cleanliness.
Applications:
This method is widely used in liquid cooling plate production for EV batteries, servers, energy storage systems, and many other thermal management applications.
.png)
5. Post-Processing and Surface Finishing of Battery Cooling Plates
| Important Steps |
| Cleaning and deburring |
Deburring:
After machining, tiny burrs may remain inside the channels and along the edges of the liquid cooling plate. If not removed, they can affect coolant flow or even cause blockage. Common methods include Electrochemical Machining (ECM), mechanical grinding, sandblasting, and laser deburring.
Cleaning:
Ultrasonic cleaning and chemical cleaning (acid or alkaline cleaning) are commonly used to remove oil residue, metal particles, and oxide layers left during manufacturing, ensuring clean internal channels.
|
| Surface Treatment |
Passivation / Anodizing:
For aluminum liquid cooling plates, anodizing is often used to create a dense oxide layer on the surface, improving corrosion resistance.
Plating / Coating:
Copper cooling plates are commonly nickel-plated to reduce oxidation and corrosion. In some applications, additional protective coatings may also be applied.
|
| Precision Joining and Sealing |
Brazing:
Vacuum brazing is commonly used to join the upper and lower plates, ensuring sealed internal channels and smooth coolant flow.
Sealing:
High-temperature sealing materials such as EPDM and FKM are often used around connection interfaces to improve sealing reliability.
|
| Final Finishing |
Grinding and Polishing:
High-precision grinding and polishing are applied to contact surfaces to reduce thermal resistance and improve heat transfer performance.
Precision Machining:
Secondary machining of holes and slots is performed to ensure installation accuracy and assembly reliability. |
6. Quality Inspection of Liquid Cooling Plates
Before shipment, liquid cooling plates must go through a series of strict inspections and tests, including leak testing, flatness testing, and flow resistance testing.
These tests are critical quality control steps because they directly affect product lifespan, thermal performance, and system reliability. They are especially important in EV batteries, energy storage systems, and electronic cooling applications.
By performing these tests, manufacturers can identify leaks, dimensional issues, or flow problems before products enter real-world applications.
6.1 Leak Testing
Purpose:
To ensure there is no leakage inside the cooling channels and prevent coolant contamination or system failure.
Methods:
● Pressure Decay Test
Compressed air or nitrogen is injected into the cooling plate. Pressure changes are monitored over time. Slower pressure loss indicates better sealing performance.
● Helium Mass Spectrometry Test
Helium gas is introduced and a helium detector is used to identify very small leaks. Suitable for high-precision applications.
● Liquid Immersion Test
The cooling plate is submerged in water after pressurization. Air bubbles indicate leakage points.
● Electronic Tracer Gas Detection
Tracer gas is injected and sensors are used to locate leak positions.
6.2 Flatness Testing
Purpose:
To ensure proper contact between the cooling plate and heat sources such as CPUs, GPUs, or battery modules for maximum heat transfer.
Methods:
● Laser Interferometer / Optical Scanning
Measures small surface variations using laser or scanning technology.
● Coordinate Measuring Machine (CMM)
A probe collects surface data to calculate flatness deviation.
● Gauge Block / Feeler Gauge Test
A simple method used for initial gap measurement.
● White Light Interferometer
Used for higher-precision surface analysis.
6.3 Flow Resistance Testing
Purpose:
To evaluate coolant resistance inside the cooling channels, which affects pump selection and system power consumption.
Methods:
● Steady-State Test Platform
Flow meters and pressure sensors are used to measure pressure changes under different flow conditions.
● Flow Resistance Curve Testing
Pressure-drop versus flow-rate curves are generated to evaluate system matching performance.
● Transient Testing
Simulates system start-up and shutdown conditions to evaluate dynamic performance.
6.4 Other Inspections
● Flow channel blockage inspection
● Dimensional and appearance inspection
● Thermal performance testing
Together, these testing procedures ensure that liquid cooling plates can operate reliably and efficiently in EVs, data centers, and energy storage applications.
Conclusion
The performance of liquid cooling plates depends on the full manufacturing process, not a single step. Materials, forming methods, welding, finishing, and testing all work together to determine heat dissipation and reliability.
In simple terms, better control of each step leads to better cooling performance.